1、激光切割表切割表数据库允许选择厂家建议的设置,亦可更改此设置。 可以通过硬盘或 U 盘保存或加载切割表信息。切割表文件包含工厂推荐的设置,可从 Hypertherm 获取。注: 如果使用的是 海宝的 光纤激光系统,请参考该激光说明书以了解详细信息。 有关 FAST Laser 切割头的操作和设置的详细信息,请参见《FAST Laser 激光头操作手册》。 要使用切割表信息,首先必须在密码保护的“站点配置”屏幕中启用 FAST Laser 参数。 可以在“专用材料”、“工艺功率”、“辅助气体”、“材料厚度”、“焦距”和“喷嘴”数据字段中输入新数值。双击字段输入新数值,或按键盘上的 + 或 – 号进行添加或删除。激光切割表屏幕见附图1用于配置激光切割头所传输的切割表数据库(切割工艺参数)主要包括以下工艺变量。所有数值均为用户自定义值。参数及其说明材料类型选择材料类型,如:低碳钢、不锈钢或铝材。专用材料允许用户根据各种材料的特点创建自定义数据库。 双击字段输入新材料名称,或按键盘上的 + 或 – 号输入或删除新材料名称。工艺功率根据材料厚度和类型选择合适的工艺功率(瓦特)。辅助气体根据工艺要求,选择合适的辅助气体。材料厚度根据材料类型选择材料厚度。焦距选择激光切割头所需安装的特定焦距镜头。喷嘴选择工艺所需安装的喷嘴的直径和类型。测试气体按“测试气体”软键,执行辅助切割气体供气系统的测试气体功能。


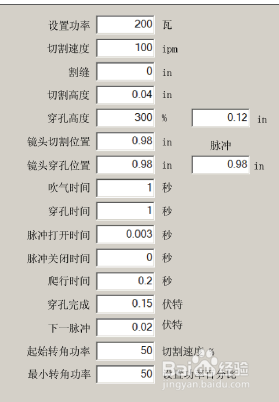
2、以下参数是数据库中的切割工艺参数,用于配置具体的工艺。见附图1设置功率设置切鳞犹萄迎割工艺所需功率(瓦特)。 此数值可以小于工艺功率。切割速度指定加工所选材料的切割速度。割缝汜枸赓觅指定当前零件程序将要使用的割缝值。切割高度设置从喷嘴到板料的切割距离。 切割高度由 CHS 信号和校准曲线共同确定。穿孔高度设置穿孔高度。 可以是根据切割高度所计算的倍增系数,也可以是实际穿孔高度。镜头切割位置设置激光切割头中的聚焦镜切割位置。镜头穿孔位置设置激光切割头中聚焦镜的穿孔位置。谐振腔开机时间指定谐振腔开机的时间。吹气时间指定从一种切割气体切换到另一种切割气体所需时间。穿孔时间指定从激光切割头下降完成到机器以爬行速度移动这段过程的时间。如果选择“手动穿孔控制”,则表示允许的总穿孔时间。如果选择“自动穿孔控制”,则表示穿孔结束后另外延长的时间。脉冲打开时间穿孔控制选择“自动脉冲模式”时,用户可选择“脉冲打开时间”来调整脉冲脉冲关闭时间穿孔控制选择“自动脉冲模式”时,用户可选择脉冲打开和关闭时间来调整脉冲。当传感器信号降至低于“下一脉冲”阈值时,脉冲开始关闭。爬行时间指定穿孔完成后,激光切割头以爬行速度运行的时间。 “爬行速度”取决于“速度设置”屏幕中的设置参数,以编程切割速度的百分比表示。爬行时间结束后,控制装置将加速至全速切割。穿孔完成“自动穿孔”监控激光切割头中的传感器电压,确定穿孔是否完成。此参数需要与“脉冲打开时间”、“脉冲关闭时间”以及“下一脉冲”配合使用。下一脉冲根据激光切割头中的传感器,系统可确定何时发送下一脉冲。 当电压降至低于“下一脉冲”设置值时,开始发送下一脉冲。起始转角功率此参数允许用户自定义切割速度,在此速度下,通过转角功率模拟信号开始降低激光功率。以切割速度的百分比表示。 下图显示起始转角功率设置为 80%。最小拐角功率此参数用于定义当切割速度在转角处降低到零时的激光谐振腔最小功率。起始转角功率以所选功率(瓦特)的百分比表示。 下图显示最低起始转角功率设置为 30%。见附图2

3、软键保存工艺按“保存工艺”软键可将当前工艺设置保存到硬盘,基于所选的 8 个工艺变量创建一个用户自定义数据库。重置工艺按“重置工艺”软键根据所选的 8 个工艺变量,将当前设置恢复为工厂推荐的默认设置。保存切割表按“保存切割表”软键将当前用户和工厂数据库保存到软盘或 U 盘中。用户文件的后缀名为“.usr”,而工厂文件是“.fac”。加载切割表按“加载切割表”软键从软盘或 U 盘中加载 Hypertherm 以文本文件(.txt)、用户文件 (.usr) 或工厂文件 (.fac) 形式提供的工厂默认数据库文件。脉冲激光时间设置单次光束校正激光脉冲时间。脉冲激光功率设置单次光束校正激光脉冲功率。手动/自动高度控制用户可选择手动或自动控制激光切割头高度。IHS 手动控制“IHS 手动控制”设置参数允许操作工在手动模式下操作 Z 轴升降体(THC1) 时选择是否使用“初始高度感测”功能。

4、水射流见附兔脒巛钒图1参数及其 说明吹气时间功能: 指定输出水刀切割控制信号前磨料控制输出激活时间。 如果在水刀启用前系统需要磨料流,请使用此参数。此时间设置为 0 时,磨料控制和切割控制输出将同时恐糍咦鞅打开。注: 磨料控制输出仅在“磨料进给速率”设置为非零值时才会打开。设置: 0 到 9.99 秒关闭时间功能: 指定切割结束时磨料控制输出仍保持有效的时间。设置: 0 到 9.99 秒磨料进给速率功能: 设置磨料注入水刀的速率。 此值是已配置的 DAC 输出的模拟 +10 伏信号。此值设置为 0 时,磨料控制数字输出保持关闭。设置: 0 到 1 kg/min = 0 到 +10 伏输出摆动直径功能: 设置穿孔期间添加的高速圆形摆动轨迹的近似直径。 摆动穿孔可以缩短穿孔时间,具体取决于所切割的材料。如果不使用此功能,请将此值设置为 0,即无摆动。设置: 0 到 2.54 mm 直径穿孔时间功能: 设置切割运动开始前水刀穿透材料所需的时间。 如果将此值设置为非零值,那么此段时间内将启用摆动穿孔功能。另外,此段时间内,穿孔控制输出有效。设置: 0 到 9999.99 秒动态穿孔时间功能: 指定穿孔时间结束后立即开始慢速移动的时间间隔。 “动态穿孔速度”等于“切割速度”参数值乘以“动态穿孔手动调节”百分比。注: 此时间间隔可用于移动穿孔,将“穿孔时间”设置为 0,移动穿孔将在此间隔内低速移动。设置: 0 到 9999.99 秒低压穿孔功能: 在穿孔时间间隔内启用低压穿孔输出。 对易碎材料(例如玻璃)穿孔时,可使用此输出来减小水刀压力。设置: 关闭/开启低压功能: 记录低压穿孔操作期间要使用的压力设置。 此值应在水刀控制器上手动设置。设置: 689.65 到 8273.71 bar
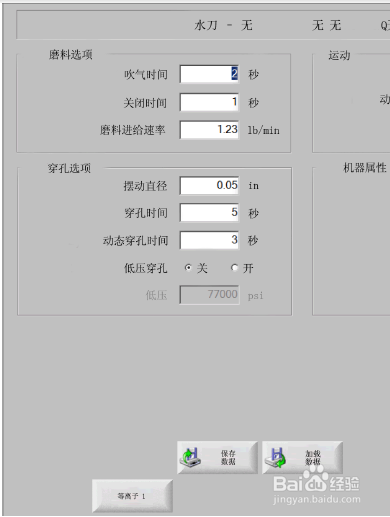
5、切割速度功能: 设置稳态切割期间所使用的速度。设置: 0 到机器最大速度动态穿孔覆盖功能: 指定动态穿孔期间动态穿孔速度对应的切割速度百分比。设置: 1% 到 99%停止时间功能: 指定继续下一切割前移动停止的时间。 如果两次切割间不需要保持时间,请将此值设置为 0。设置: 0 到 9.99 秒压力功能: 记录切割期间要使用的压力设置。 此值应在水刀控制器上手动设置。设置: 689.65 到 8273.71 bar孔口尺寸功能: 此参数值为水刀喷嘴直径。 此值是用于查询相应工艺的关键输入参数之一。设置: 0.127 到 0.762 mm(取决于可用切割表文件)聚集管尺寸功能: 此参数定义水刀聚焦管尺寸。 此管应手动安装在水刀上。设置: 0.127 到 2.54 mm割缝宽度功能: 定义割缝宽度。 此值用于根据割缝宽度补偿相应的形状。设置: 0.127 到 2.54 mm切割高度功能: 定义切割面上方水刀切割高度。 水刀应手动安放在此高度。设置: 0.0254 到 25.4 mm以上部分见附图1按“时序图”软键查看设置的时序图。见附图2


