1、划线: 划线分为立体划线和平面划线。只需要在工作的一个表面上划线即能明确表示加工界线的,称为平面划线。需要子啊工件的几个互成不同角度【通常是互相垂直】的表面上划线,称为立体划线。 在加工过程中,必须通过测量来保持尺寸的精度。 常用工具:划针、划规、长划规。

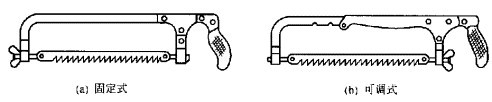
2、锯削: 用锯对材料或工件进行切断或切槽等的加工方法。 锯齿超前。 要领: 站立姿势弓箭步 推压回提不能磨 身体前倾助推力 轻松自然慢切割 纠正歪斜保留线 加工余量要留有
3、锉削: 用锉刀对表面进行切削的加工方法。 锉刀种类可分为钳工锉、异形锉和整形锉。锉削可分为顺向锉、交叉锉、推锉依次向上精度越高。口诀: 右手握柄左手前 前弓后蹬应自然 身体前倾助推力 贴紧工件缓向倾 横顺交叉轻推锉 月尺检查无光线




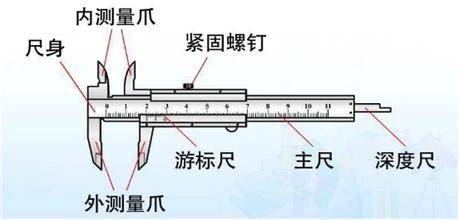
4、游标卡尺: 是一种中等精度的量具,可以直接量出工具的内径、外径、长度、宽度、深度等。用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差件 。游标卡尺有0.1毫米(游标尺上标有10个等分刻度)、0.05毫米(游标尺上标有20个等分刻度)、和0.02毫米(游标尺上标有50个等分刻度)、0.01毫米(游标尺上标有100个等分刻度)4种最小读数值。 对于量具而言,要轻拿轻放。



5、台虎钳


6、划线平台、刀口尺、角度平尺、刀口角尺。




