1、如下图,一个沙发组装的部份价值流图里,作业流程包含有粘绵和包装两台机器。

2、节拍时间,经计算客户FORCAST后得出,为180秒,依工序分析,应能满足节拍时间要求(见下图)。
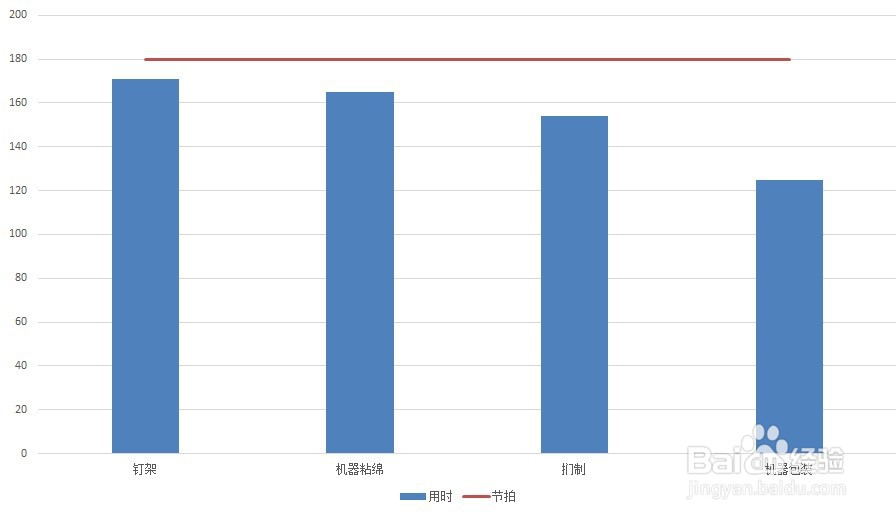
3、对于节拍时间超过80%的红色直条图显示,见下图。 由图中可知:机器粘绵超过节拍时间的80%,需要对周期时间进行分析改善(非机器周期时间和机器周期时间低于节拍时间80%的,不在本文检讨范围内)。

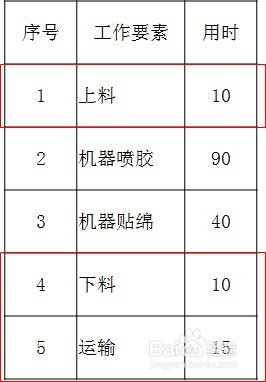
4、机器粘绵工作要素分析如下图:

5、机器作业时间无法更改,能改善的只有非机器操作时间,如下图:
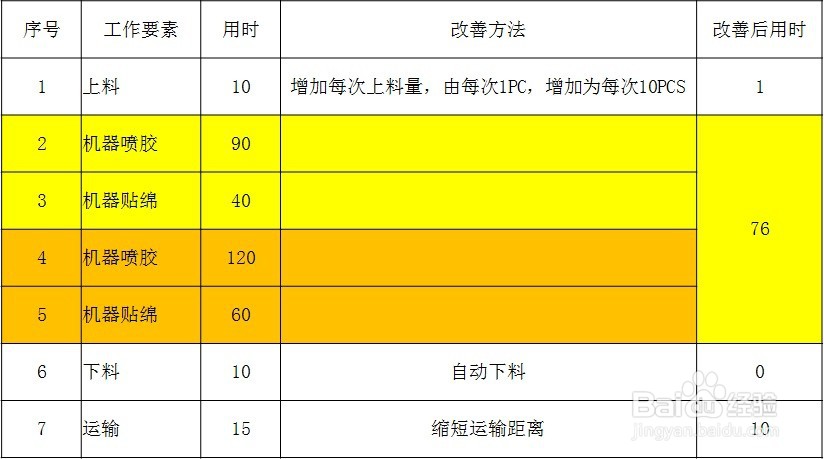
6、改善方案及结果如下图:

7、改善后时间为141秒,仍然接近节拍时间180秒的80%,此时可以考虑增加一台简单或老的机器设备,减少机器的周期作业时间,结果如下:
8、如果没有机器可增加,改善后仍然达不到节拍时间的要求,可以考虑的方法是将机器操作独立出来,进行批量生产,见下图:

