1、下料:下一块样板料,长度取整数,便于后面计算。例长度L=100mm,宽度B=40mm
2、试折弯:在折弯师傅的指导下,进行折弯,折成90°直角弯,如图所示。用卡尺测出A、C的数值,多次测量取平均值。如果工厂有R规,则可用R规测量出R值。
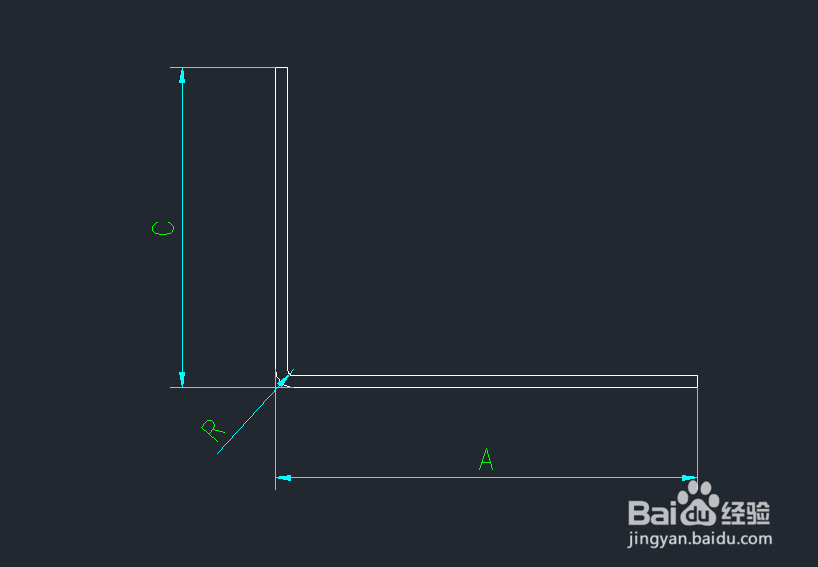
3、如果无R规,可用放样法测量出R值。因为钣金活的精度要求没有机加工那么高,所以通过放样估测出的R值与实际误差不大。

4、计算:A+C-2R+[2*π*(R+K*T)]÷4=L其中T为板厚,K为K因子.此计算原理是钣金展开料长度为中性层的展开长度

5、用solidworks绘制折弯零件,在K因子中输入计算的数值

6、用软件计算钣金展开尺寸

7、用这个尺寸进行下料、折弯,用来验证K因子值是否正确。

