1、根据振动频谱分析确定被监测机组的各零部件的机械状态,例如,转子动平衡,联轴器的不对中,滑动轴承的油膜稳定性,齿轮的啮合状态,齿,滚动轴承是否损伤等。


2、参考标准

3、M2测点水平垂直方向频谱图


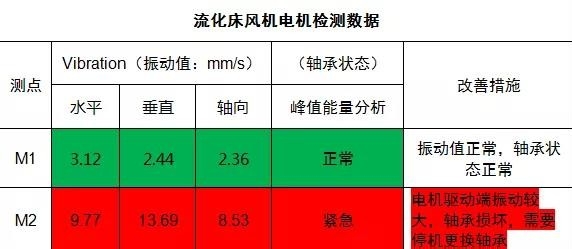
4、诊断结论:1、电机驱动端M2测点振动值较大,根据ISO10816-3评判为D级,通过峰值能量检测出驱动端的轴承为紧急状态,因为客户不知道轴承的型号,无法判断是轴承哪一个故障频率,KMbalancer Pro可以在不知道轴承型号的情况下能直接检测出状态情况;2、频率中在368Hz处有明显的峰值,电机的转速为1800转(30Hz),368Hz非转速频率的倍频,判断为轴承的故障频率;3、客户进行紧急停机检修,拆开电机驱动端轴承后发现了电机轴承内圈有两处很深的划痕,导致了滚动体也有磨损;


5、 更换了驱动端轴承后,流化床风机整体振动全部正常,达到了ISO10816-3的A级标准;

6、峰值能量介绍:KMbalancer Pro的峰值能量测量可以在不知道轴承型号的情况下检测出轴承的故障频率。检测原理是利用加速度传感器在一预定的高频范围内检测振动能量,在这一高频范围内,机械冲击能量会激起加速度传感器以及机器结构的自振频率,这些响应频率作为载波率与滚动轴承的故障频率调制。冲击能量的强度是脉冲振幅和重复率的函数,由此冲击引起的信号能由加速度传感器检测到并且同独特的滤波加以处理,从正常振动信号中提取出轴承发生故障时产生的冲击振动信号,这一冲击信号就是辨认滚动轴承故障的关键信息,可以准确的判断出故障信息。


