1、建议机床,不定期进行必要的维护和保养。避免出现大故障,排除故障,浪费时间,一耽搁就有可能是好几天,耽搁产量,还揪心。多关注哪里出现的问题。

2、下夹具,观察锥套,因为长时间的使用,磨损严重。锥套已经积起了很多的夹印,需要重新进行整理,车削一遍,保证其光洁无痕。

3、上挖刀挖锥套,根据锥套的角度计算,深度和斜度,直到挖的锥套面,很光,一般就只挖十来丝左右。

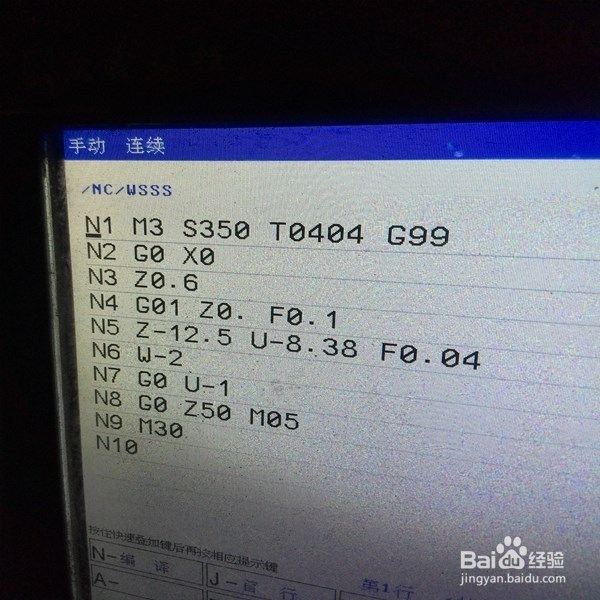
4、编辑程序,自动挖锥套,适时改动,如果选择的夹具锥度不一,还得继续纠正,所以建议统一使用锥度一致的夹具。
5、锥套挖好后,夹具也得重新挖,因为,原来的夹具有可能已经变形,或者本身就没有挖好,锥套的原因,极有可能带来的就是没挖正挖圆。

6、挖夹具要注意,挖刀不宜过高,只要能顺利经过内孔,最好平于中心,不抖,不跳,噪音还可有效抑制。


