1、清理打磨→焊接锚固件→支模→浇注→凝固养护→脱模养护→安装
2、冷却壁热面浇注示意图
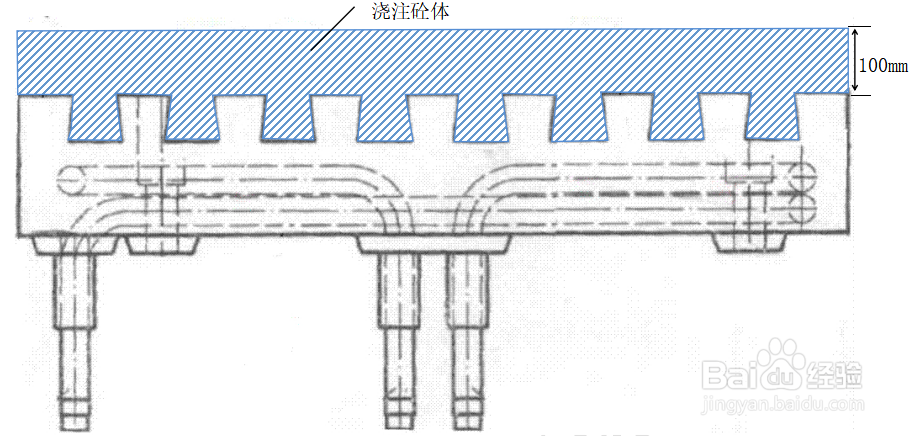
3、打磨过程要求对冷却壁热面进行一个全面无死角的氧化皮清理,并保持冷却壁热面干净清洁无氧化层,以保证浇注体能够与冷却壁热面紧密结合。


4、在冷却壁热面燕尾槽内壁依据相应角度焊接锚固件,锚固件的位置和数量要求采用“232”“323”交叉错落式放置,锚固件之间进行彩掂夺哗横向和纵向的网格连接,每一槽内的锚固件为一个单元整体,确保锚固件牢固可靠不松动。



5、支模的模具为木质结构,模具大小尺寸的要依据每一环冷却壁的尺寸进行精准定制,模具安装要紧密牢靠,浇注前要进行多次检查,以防浇注过程中出现漏料,脱模等现象。



6、浇注过程无需倒料管,搅拌完成可直接倒入冷却壁模具中,要严格控制浇注过程中物料的的浯裁佻辞流速流量,保证连续不间断,自流成型,浇注完成后立即对浇注体进行震动排气处理,以降低浇注体的气孔率,提高结合强度。


7、浇注完成后要保持常温下静置24小时进行凝固养护。

8、脱模后运至室外进行大于48小时干燥养护。


