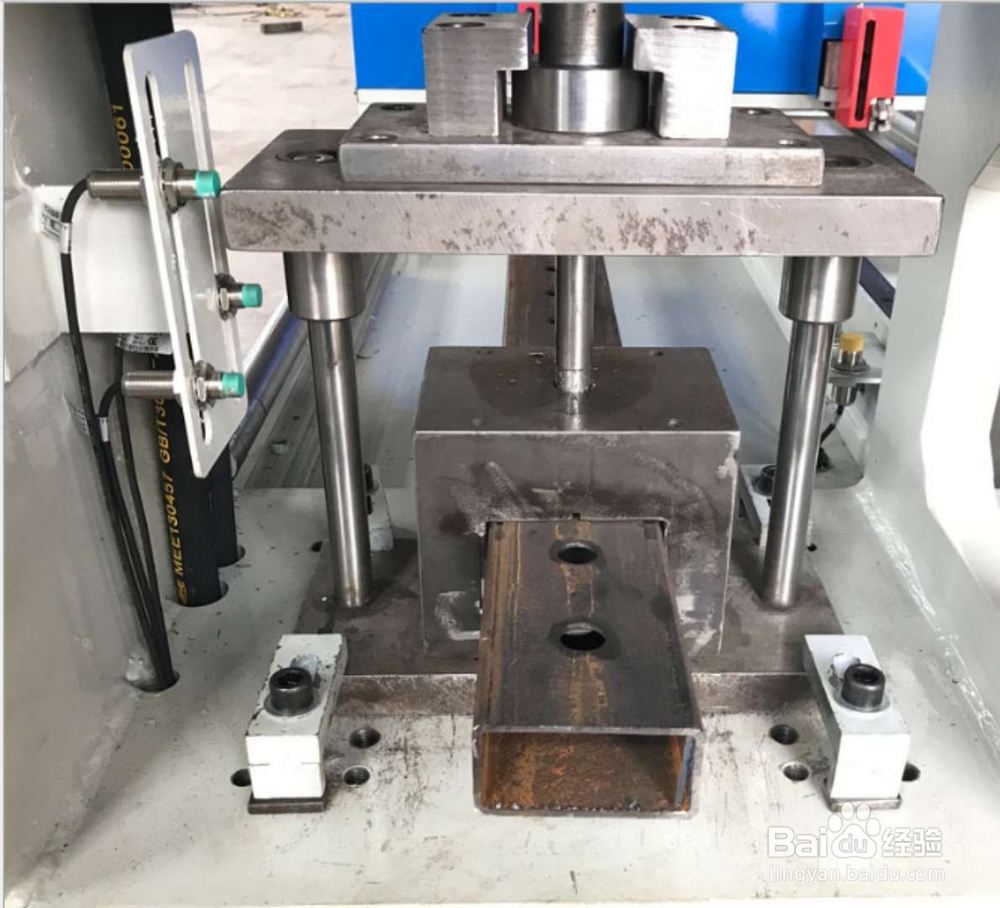
1、在调试切割下料的时候要把冲孔速度也要调试匹配好才行、冲的快也要切割的快都把速度调试到98%的速度带切割的话也有几种方式的有的是伺服炼蓄晦擀电机送料的也有液压杆送料的两种调试的方法都是不一样的这个得先确认好!如图!





2、液压杆控制进刀速度的话就是调节液压阀的向顺时针扭就可以了液压进刀的话也不能调节的过快那样对锯片不好!
3、走步进电机的话速度就要靠PLC变频器来调节速度的了直接在电脑屏幕里面输入参数即可!如图

时间:2024-10-17 11:49:49
1、在调试切割下料的时候要把冲孔速度也要调试匹配好才行、冲的快也要切割的快都把速度调试到98%的速度带切割的话也有几种方式的有的是伺服炼蓄晦擀电机送料的也有液压杆送料的两种调试的方法都是不一样的这个得先确认好!如图!
2、液压杆控制进刀速度的话就是调节液压阀的向顺时针扭就可以了液压进刀的话也不能调节的过快那样对锯片不好!
3、走步进电机的话速度就要靠PLC变频器来调节速度的了直接在电脑屏幕里面输入参数即可!如图
