1、刀片的材质 国内的刀片或普通刀片(如印刷切纸机刀片、木工刀片等),磨刀机都可以磨削 针对国外进口刀,或硬质合金钢刀,推荐使用DMSQ-FJ型磨刀机磨刀机。 2、所需磨刀长度最大磨削长度从1.6M~10M不等,基本可以满足世界各种长度的平面刀片。(如“DMSQ-1700B”型,其中数字“1700”即代表最大磨削长度是1700MM) 如有超过10M的刀片,另可定制。

2、刀片的刃口(刀口)类型 刃口类型一般为单刃口,即需要一个角度刃磨即可,或通过调整刃磨角度进行多次复式刃磨。故国内端面磨刀机也多为单(磨削)磨头磨刀机,只有DMSQ-FJ型磨刀机有两个磨削磨头,可以对刀片同时进行两个角度的刃磨。

3、磨刀机用户如何选购到合适的磨刀机设备? 除了对设备本身性能有各方面的了解之外,以下方面可以做些参考。 (1)了解自家刀片的磨刀需求和经济实力,根据实际需求有针对性的选择设备 (2)供应厂家考察:①企业生产、科研发展等实力;②设备市场占有量;③品牌口碑 (3)产品的售后服务如何保障,服务体系是否完善,服务质量是否跟得上2.磨刀中心如何判断磨刀机市场并合理购机? (1)周边环境市场分析:刀片数量及刀片刃磨质量要求的高低 (2)市场覆盖面积和区域内同行的数量及情况 (3)也要结合自身的经济实力 (4)适当参考厂家建议或意见

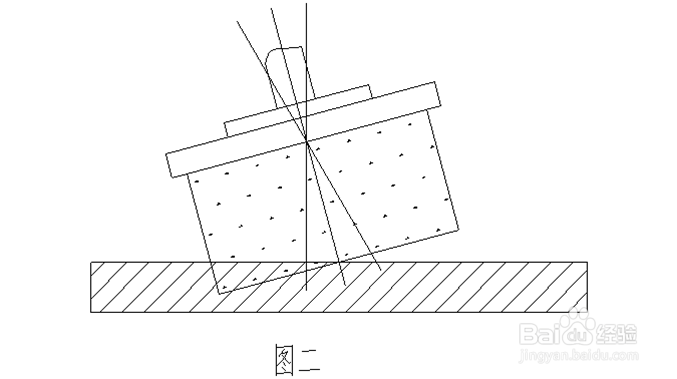
4、二、如何正确使用砂轮 机械刀片的切削性能的发挥在很大程度上取决于刀片的刃磨质量,刃磨质量取谛忖认噤决于刃磨设备的选择、砂轮的选择、刃磨用量的选择以及合理的刃磨工艺。 刃磨设秽栉伫钒备——磨刀机的选择。用于长切削刀的机械刀片的开刃,我们提议您选用图一所示的利用砂轮端面刃磨的磨头移动式的主轴磨刀机如图1为了避免刃磨时烧伤磨削表面,请您将磨头轴调整,是砂轮工作表面相对刃磨表面倾斜10ˊ~30ˊ(如图二)。 如选用卧轴磨刀口机磨削时,一定要具有丰富经验的师傅才可操作,因为此时刀口角度较难掌握。根据国家新闻出版局规定:从2002年7月1日起,对卧式磨刀机已禁止生产。

5、蹩挠雅跸砂轮的选择: (1)砂轮的磨料: 提议您采用白刚玉(代号WA)因为这种磨料自锐性好刃磨时不易发热,其次选用棕刚玉(代号OA)或铬刚玉(代号PA)。 (2)砂轮的粒度: 提议您选用46#~60#。砂轮磨粒颗粒太粗,刃磨光洁度达不到要求,还易使刃口崩裂;太细时则容易烧伤刃磨表面,刃磨效率也低。 3)砂轮的硬度:提议您选用较软的在H、J、K三种里面挑选一种。砂轮太硬,会使刃磨表面烧伤;而砂轮太软,砂轮将很快消耗造成浪费。 砂轮的硬度应与被磨材料的硬度成反比,也就是说您选用刀片的刀刃硬度高则选用H硬度的砂轮,反之选用K硬度的砂轮。 (4)砂轮的粘合剂:提议您选用树脂粘合剂(代号B)。如若您使用杯型砂轮时也可选用陶瓷粘合剂(代号V)。您使用树脂粘合剂的砂轮时请注意,不能同时使用碱性切削液,不然粘合剂将被分解而破坏,影响砂轮的坚固性。 磨刀机安全操作章程由“天铭磨刀机”品牌为大家贡献。

