1、模型三维图,画好你需要加工的零件图

2、加工工艺分析及工艺规划零件毛坯尺寸为80mm×80mm×25mm,材料使用45号钢,刀具选用高速钢铣刀。 通过分析测量该模型的结构形状和大小,确定其加工顺序、刀具(直径、类型)和加工方式,其中转速和进给速度可查询《铣削用量手册》并计算得到,根据该加工顺序和加工方式等因素进行刀具路径程序编制。(1) 使用Φ20的面铣刀进行上表面铣削。(2) 使用Φ10的钻头进行钻孔。(3) 使用Φ10的平底刀进行外形铣削。(4) 外形精加工使用Φ5的平底刀进行外形铣削。(5) 使用直径为Φ10的槽刀粗挖槽(6) 使用直径为Φ5的槽刀精挖槽
3、3选择机床类型该加工采用铣床,选择【机床类型】|【铣削系统】|【默认】命令,进入铣削加工模块。

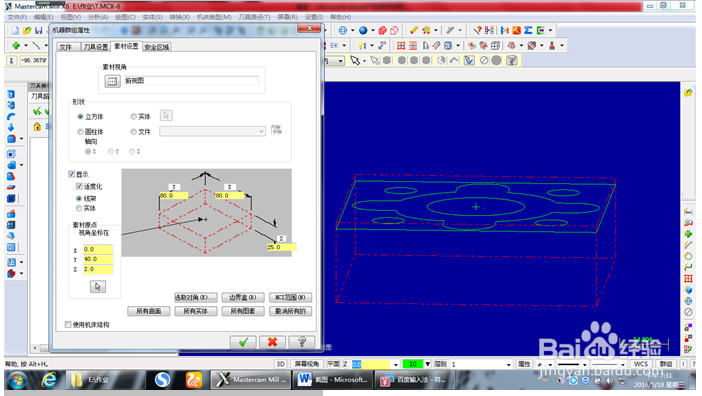
4、设置毛坯在操作管理中双击【材料设置】系统弹出【机械群组属性】对话框,设置毛坯大小为80×80×25,中心坐标为(0, 0 ,0 )
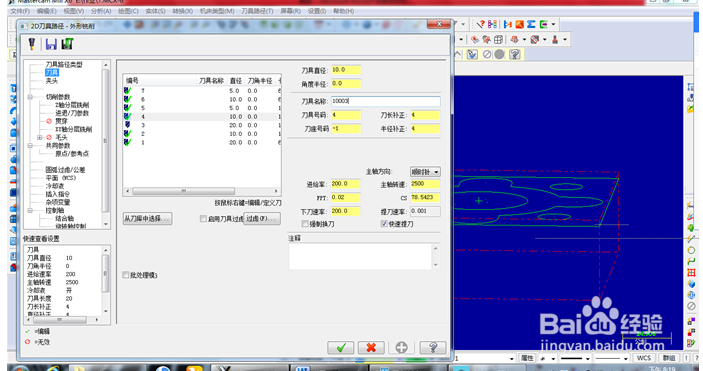
5、4上平面铣削刀具路径选择加工方式选择【刀具路径】|【外形铣削】命令,进入加工选择加工对象设置刀具参数,系统弹出【外形】对话框,从快捷菜单中【选择创建刀具】命令。新建一把直径为20 的面铣刀选择【参数】选项,设置【主轴转速】为2000,【进给率】为200 ,【下刀速率】为200


6、设置加工参数。选择【平面加工参数】,设置【安全高度】的为50 【参考高度】为25 【下刀位置】为10 【工件表面】为2 【深度】为0这些都为绝对坐标

7、5打孔刀具路径选择加工方式。选择【刀具路径】|【钻孔】命令,进入钻孔环境选择加工对象
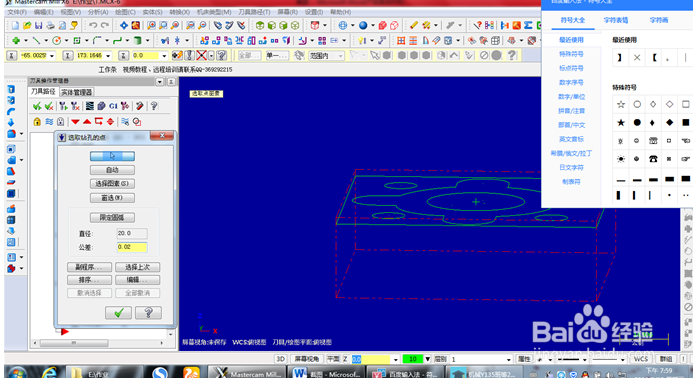
8、设置刀具参数。系统弹出【外形】对话框。【创建新道具】钻头直径为10 【主轴转速】为1500 【进给率】为150

9、设置加工参数,【参考高度】为25 【工件表面】为2 【深度】为-15

10、6外形铣削加工路径选择加工方式。选择【刀具路径】|【外形铣削】命令,进入加工环境选择加工对象

11、设置刀具参数。系统弹出【外形】对话框【创建新刀具】命令】选择【平底刀】【刀柄直径】为10设置【主轴转速】为2500 【进给率】为200 【下刀速率】为200
12、设置加工参数。选择外形加工参数。设置【参考高度】为25 【下刀位置】为10 【工件表面】为2 【深度】为-4补。【补正方式】为左


13、7挖槽选择加工方式。选择【刀具路径】|【2D挖槽】命令 进入挖槽环境。选择加工对象

14、设置刀具参数,【创建新刀具命令】选择【槽刀】,【刀柄直径】为10

15、设置切削参数 加工方向为顺铣,挖槽方式为标准,壁边留0.3的余量 粗加工切削方式为等距环切

16、设置加工参数。共同参数【参考高度】为25【下刀位置】为10【工件表面】为2【深度】为-8

17、8精挖槽精挖槽与粗挖槽相似选择刀具直径为5 主轴转速为2500,不留余量,其他参数与粗挖槽相似

18、9模拟仿真,完成如下

