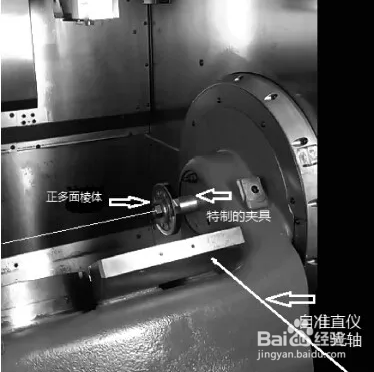
1、取下加工中心A 轴轴心上的密封盖,安装事先加工好的特制夹具。转动A 轴,用打表法调整特制夹具的偏心量至0. 02 mm 内。安装正24 面棱体,使0°测量面朝上。
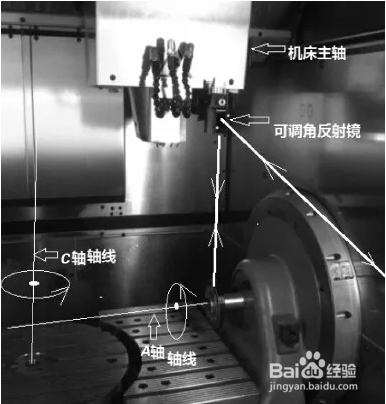
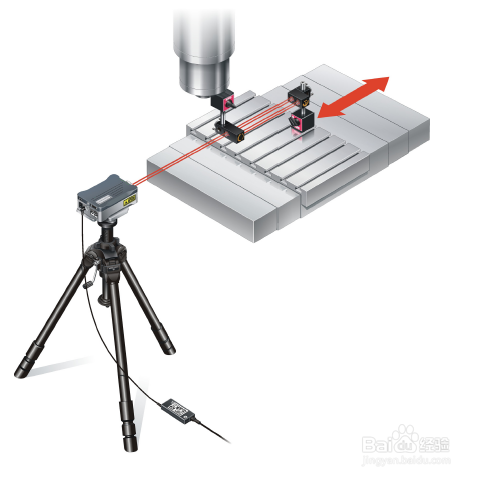
2、把转角反射镜利用磁性表座吸附在机床主轴上

3、把自准直仪放置在激光干涉仪上,调整激光干涉仪大致水平,并使激光束瞄准可转角反射镜。慢慢转动并左右调整可转角反射镜,同时调整激光干涉仪主机俯仰和左右和高低位置,使激光束经过正多面棱体测量面反射回的光,入射回激光干涉仪的反射孔。此步骤的目的是使平行摆放于激光干涉仪上自准直仪的测量光轴平行于激光束。
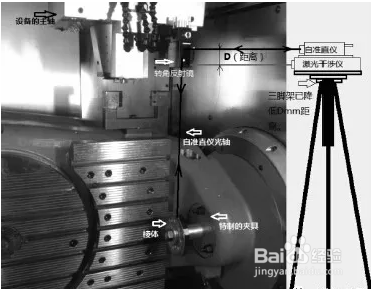
4、卷尺测量出激光干涉仪出光孔与自准直仪物镜中心的大致距离D( 约130 mm) 。慢慢降低激光干涉仪三脚架工作台约D 距离,使自准直仪物镜中心( 即自准直仪光轴中心) 降至激光干涉仪出光孔刚才所在位置。
5、左右微动自准直仪即能看到通过可转角反射镜和正多面棱体测量面反射回的飞机像。
6、最后通过微动调整激光三脚架左右平移和高低升降位置,自准直仪视场中的反射飞机像最亮,即可进行检测。
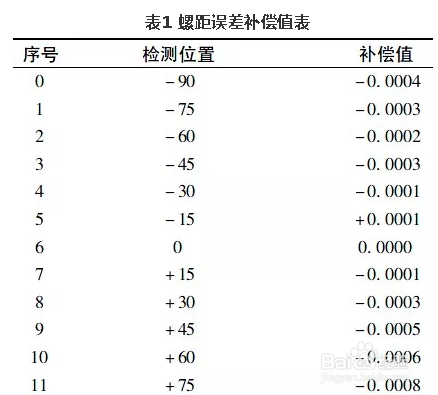
7、正确调整完A 轴的检测光路后,就可以对A 轴进行精度检测了。首先按客户要求选择检测依据的规范、标准,如最常用的VDI /DGQ3441 德国机床行业标准。定位精度略微偏大,就要对精度进行补偿。