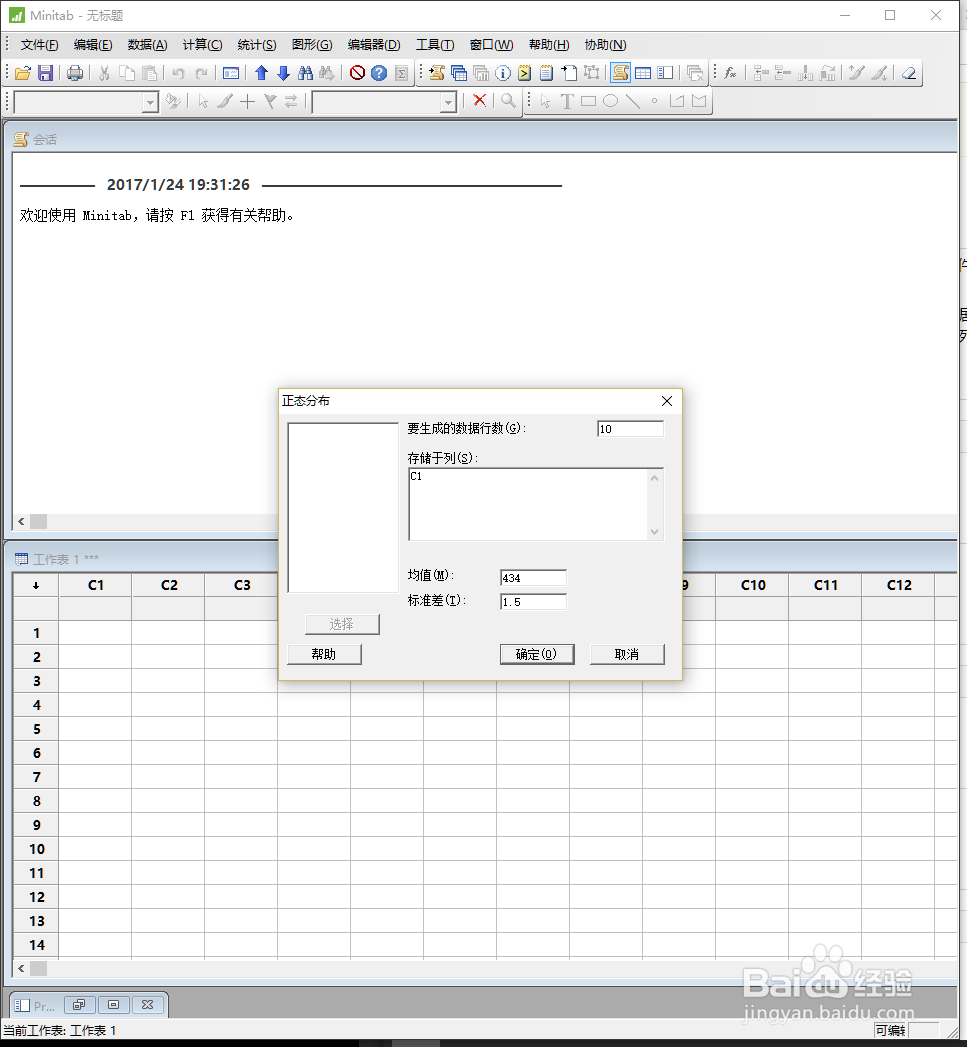
1、利用MINITAB制作一组MSA数据,零件规格434±1.5mm,测量人数3人,零件数10只,每个零件每人测量3次。一、利用MINITAB先制作10个零件数据,“计算-随机数据-正态”,设定均值434,标准差1.5,生成10行数据在第一列。


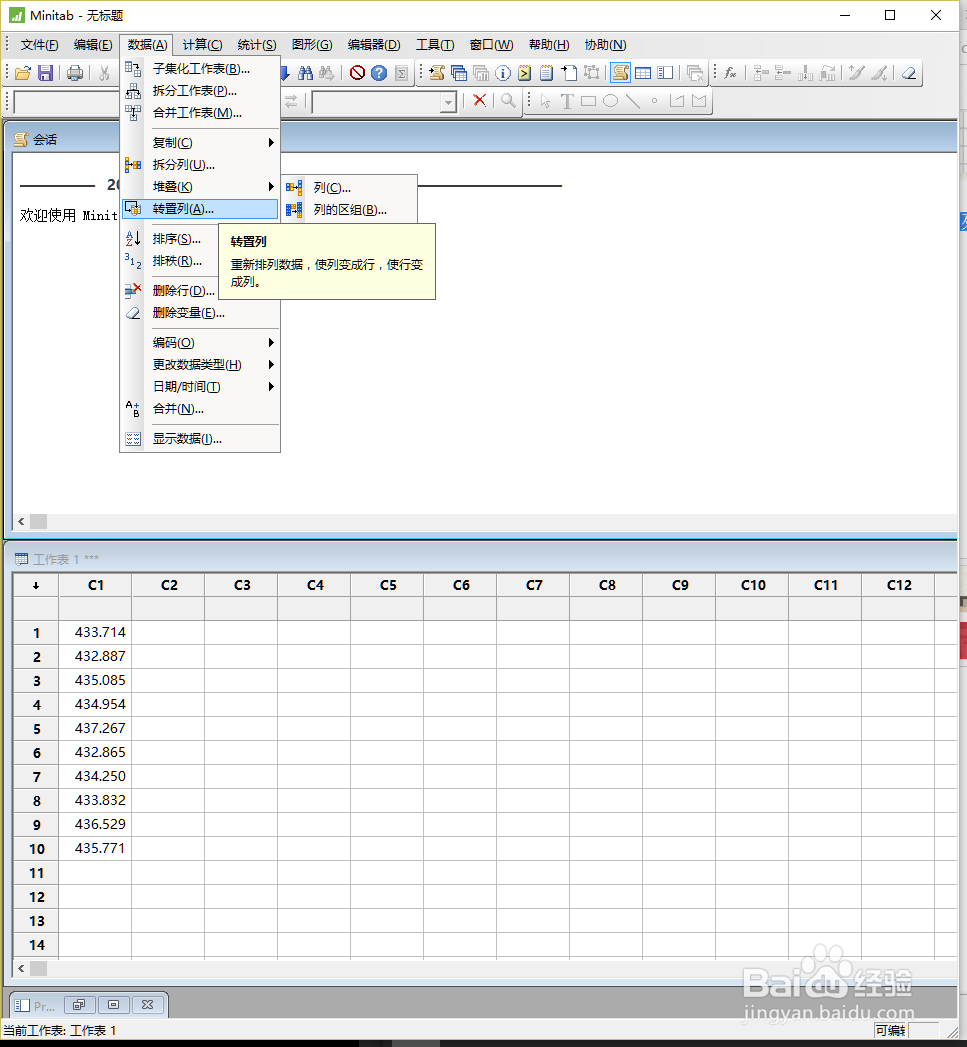
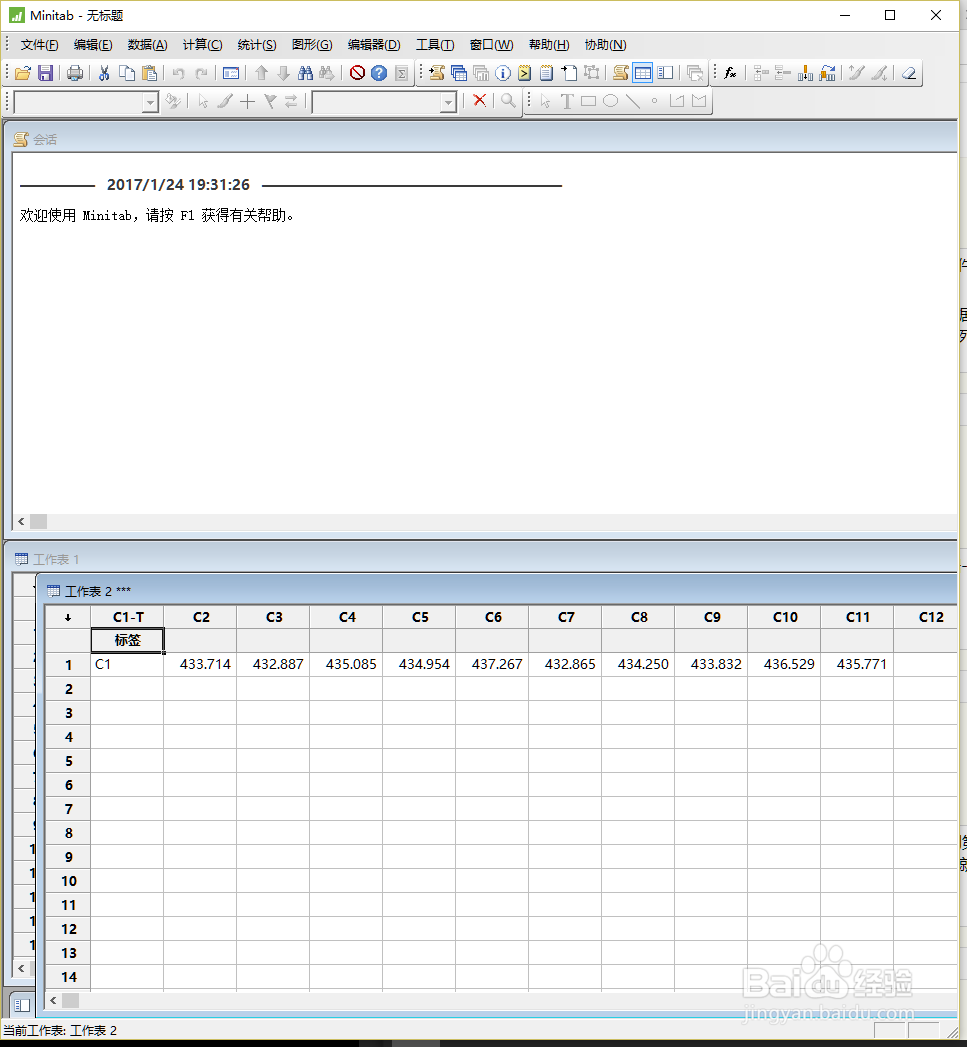
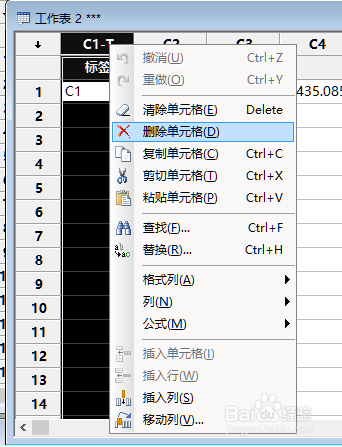
2、二、转置10行数据到1行10列,“数据-转置列”,删除第一列没用的字符。

3、三、“计算-随机数据-正态”,以每列第一个数据作为均值,以偏差的十分之一作为标准差(也就是1.5的十分之一:0.15),生成36行数据(其实9行就够了,多做一些可供选择),放置在各列。共生成10列数据,每列36行。


4、四、数据处理成2位小数(捂执涡扔使用公式=ROUND(B22,2),数据要求3位或者1位可以自己改),可以复制用于MSA分析。数据分析后,得到GRR为10%以下,ndc为10以上;如果没有达到,就选用弓谫形髁余下的数据再试。如果再不行,在第三步时,以偏差的15分之1或更小来作为标准差。



