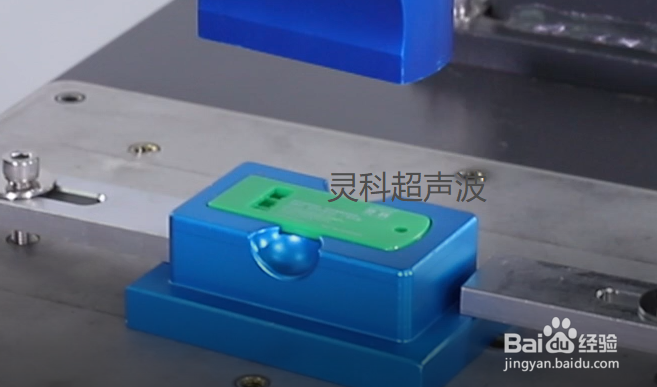
1、溢胶不对称,仅有一边外溢而另一边不外溢,这是由于超声波模具没有水平放置,这就要重新调整好中山超声波模具的水平,通过扭动焊头上方的四个水平螺丝或底模的四点平衡板调节。
2、超声波焊接线的设计有偏差,使得焊接面的焊线在焊接时熔融溢胶,此时需要调节焊接耩撞苏粪参数,降低焊接時间或焊接压力,减少焊接输出功率才可以解决溢流胶/毛刺问题,还要再检测产品的焊接强度。
3、塑料零件超声波焊接线的设计不够合理,导致熔化塑胶慢慢消退而造成溢胶。这个问题要找超声设备生产商沟通,根据产品的图纸等资料去优化设计超音波焊接线。

4、针对中小型塑钢型材零件的焊接,所需输出功率并不算太大,因而在设计超声波模具时,振幅与幅度值的比率过大,因此需要重新设计超声波焊头。
5、产品的厚度不够, 在超声波焊接压力下,导致焊接部位支撑力偏移造成溢胶。可以减少焊接压力,提高焊接的延迟时间来解决这个问题。

