一、市场现状
冷镦加工是在室温下采用一次或多次冲击加载,广泛用于生产销钉,螺杆,螺母、套筒、铆接工件等紧固件。冷镦工艺可节省原料,降成本,而且通过冷作硬化提高工作的抗拉强度,改善性能,加工效率远远高于传统的“红打”,同时,对冷镦加工时所需要的成型油也提出了很高的技术要求。
市场主要分布在华北的永年、邢台,华东的苏州、宁波、温州,华南的广州、东莞等,冷镦成型油发展到今天,是所有金属加工油当中利润最低的一款,已经不在适合于长途贩卖,各地成型油调和厂都在想方设法攻克技术难题,以期望打破台湾油品、英国品牌进口油品的垄断局面,在近万桶/月的市场总需求量中分得一杯羹。
二、常见问题
1.工件发黄、生锈,刺激人员皮肤。
2.冲头、模具的使用寿命短。
3.油品产生泡沫。
4.润滑油循环管路发生堵塞。
5.凝点高造成冬季无法正常启动。
6.工件发暗、发蓝、发黑,不光亮。
以上几个问题要从市场冷镦成型油讲起:
冷镦加工起源于二战,主要用于子弹壳的生产,后发展于台湾。由于当时的技术研发水平有限,作为冷镦机所需润滑油里面的核心——添加剂一直停留在选用黑硫、氯化石蜡、脂肪和活性硫的使用。其中黑硫和脂肪起到抗磨作用,腐蚀很小,价格低;氯化石蜡和活性硫起到极压作用,并且这个配方使用至今,其优点是经济,各种添加剂易采购;但由于大量的使用了活性强、价格低的氯化石蜡,在使用过程中产生游离氯,并与氧气和水结合反应成多种酸(腐蚀性大于盐酸、硫酸),造成腐蚀性过高,使得工件发黄、生锈,腐蚀设备,缩短设备使用寿命,刺激员工皮肤,污染环境。
自2006年,国家已经明令禁止生产碳13以下的氯化石蜡,国际上已经全面不用了。氯化石蜡经过氧化增加酸值产生气泡这也是油品起沫的主要原因,酸值过高产生油泥堵塞油路。所以在多工位冷镦润滑油中是绝对禁止氯化石蜡存在的。活性硫(硫化烯烃)特点是没有抗磨性能但是铜腐蚀性高,对设备铜件的腐蚀很大。另外脂肪的润滑作用不必多说了,但是它的使用造成了冬季油品凝点过高,在北方需要加热才能正常启动,很不方便。
配方中采用黑硫作为抗磨剂,因其C-S结合太牢固,需要很高的压力和温度(280℃~600℃)硫才可以释放,温度从哪里来?只能靠模具和工件的剧烈摩擦得来,高温高压下释放出的S起到抗磨作用的同时也在腐蚀着工件和模具,致使表面发暗、发蓝、发黑,表面变化程度与合金材质、以及黑硫的硫化程度有关,比如杭州某调和厂生产的冷镦油,其黑硫采用毛油(棉籽油)熬制,硫化工艺粗糙,所以调和出的冷镦油,被加工件基本是发黑;而台湾某品牌冷镦油,采用T405、生猪油、硫化烯烃,抗磨性稍好一些,所以被加工件初期并没有变色,但是加工后期摩擦力增大,模具温度急剧上升,导致工件在高温下变色,尤其是内六角加工开始发蓝;这个配方按当时的冷镦工艺来讲是科学的全面的。由于添加剂使用的局限性也是以上几个问题出现的关键原因所在。
三、案例解析
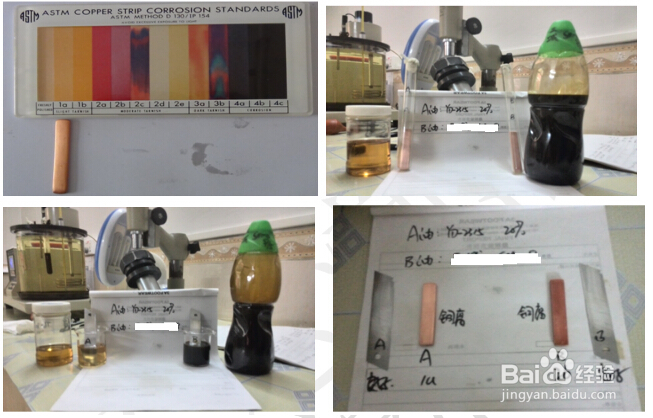
根据台湾某品牌冷镦油和碳钢冷镦复合剂、单剂调和冷镦油的数据对比,来具体分析。油样来源:东莞市常平某油品调和厂。
A:220#基础油,添加YD-231520%;
B:原某终端用杭州产成型油;
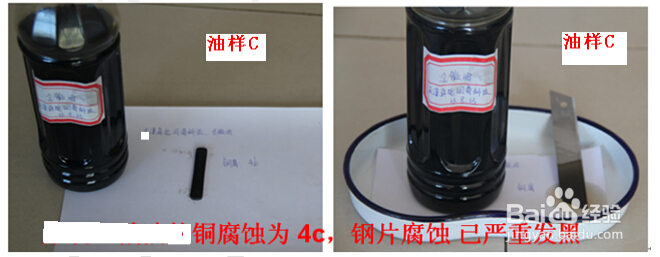
C:原某终端用台湾产成型油
D:150#基础油,YD-1811(深色硫化猪油)10%+YD-3015(硫化脂肪酸酯)3%+T301(52#氯化石蜡)20%+防锈剂3%;
E:220#基础油,YD-1811(深色硫化猪油)3%+YD-1810C(浅色硫化猪油)6%+YD-3015(硫化脂肪酸酯)3%+T301(52#氯化石蜡)20%+防锈剂3%;

注:1公斤=9.81N;在同等实验力的作用下,磨斑、摩擦力越小,其极压抗磨性越好,对工件及设备的保护越强。
①外观:油样B(即客户现用油)的色相最重,与市场上流通的台湾品牌油(油样C)较为相似;油样A的颜色最浅,呈金黄色,其次是C和D,详见附图;
②粘度测试:结果详见上表;
③铜片腐蚀、钢片腐蚀测试,如下
④四球机烧结负荷实验(设备型号MRS-10D微机控制电液伺服四球摩擦试验机),结果见上表:
总结:
通过颜色、气味、铜腐蚀、钢片腐蚀及专业的四球机测试与分析得出:
1.油样C的铜腐蚀性最高,是4c,说明其中含有活性硫即硫化烯烃,钢片发黑,说明其中含有大量的活性氯,这点对环境、设备、员工健康极为不利;采用复合剂或单剂调和的油品,其腐蚀性均为1级,把对设备和员工皮肤的危害降到了最低;
2.通过线性理论分析上述四球数据图及磨斑数值,可以看出:评判上述几款冷镦成型油极压抗磨性能的着重点要放在1000N~3000N这段关键作用区间即油品“物理—化学油膜”生成过程中的线性波动上,而不是单纯的关注PB、PD;从磨斑、摩擦力数据上看,同等压力下,磨斑、摩擦力越小,它的实用效果就会越好。
3.采用复合剂或单剂调和生产的冷镦成型油,无论是在实验数据还是在终端使用时都非常理想。
采用复合剂调和,适于产品体系架构相对单一、综合技术实力较弱、处于转型中的加工油企业;建议配方如下:
冷镦加工标准碳钢螺栓、螺杆时,建议YD-2315添加量为15%~20%;
冷镦加工标准碳钢螺母、螺帽时,建议YD-2315添加量为25%~30%;
冷镦加工碳钢套筒、铆钉等非标件时,建议YD-2315的起步添加量为30%;
-----最终添加量取决于客户的工艺和基础油的感受性。
采用单剂调和,其一要求加工油企业对各剂的特性及各工艺的工作原理十分清楚,其二是企业具备自主调和能力、产品多元化生产。
鉴于工艺的特殊要求和成本控制,可以对主剂进行适当的增减;上述配方体系尚有很大的提升空间。
