1、以下是Excel中,是一份关于需求工时计算公式汇总表,另外,已知手工缝纫1人,人工拼缝3人,包边2人,修边0.5人,每人每天的可用工时为7.5小时;

2、显然可以知悉,手工缝纫可用产能蚀卺垦肝7.5小时,人工拼缝可用产能22.5小时,包边可用产能15小时,修边可用产能3.75小时,都未满负荷生产,需要调节生产计划。这里,正驾驶、副驾驶、后座脚垫是成套生产,而后备箱垫则另外生产,如果这样一个一个改动调整,显然比较繁杂。那么,首先使用窗体控件微调框,如下所示,一个用于设置脚垫生产数量,而另一个则绑定后备箱垫;

3、两个窗体控件微调框的格式分别按如下设置;

4、同时生产计划数量列的单元格值分别引用M6和M8数据;

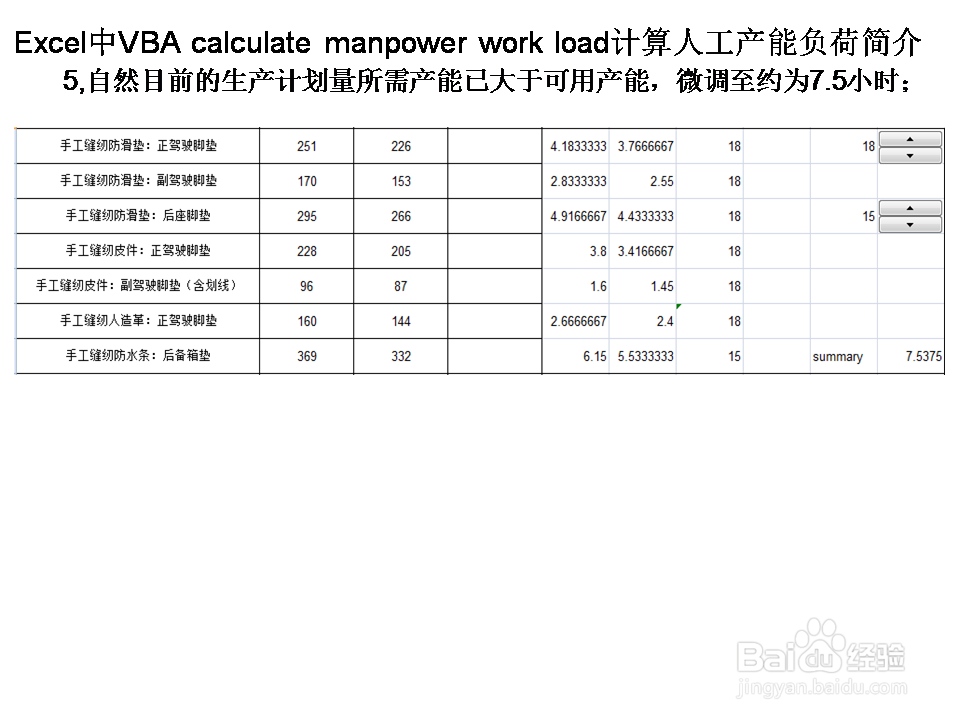
5、自然目前的生产计划量所需产能已大于可用产能,微调至约为7.5小时;
6、使用VBA代码编程,设置提示对话框,如需求产能小于可用产能的90%,提示Demanding capacity is lower than available capacity!,其他分别如下;

7、如下VBA代码;

