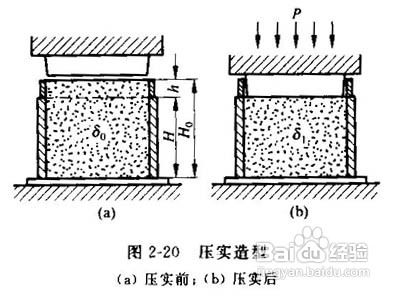
1、一、压实法压实造型就是用直接加压的方法紧实型砂。压实时压板压入辅助框中,砂柱高度降低,型砂紧实。因紧实前后型砂的质量不变可得:Hoδo=Hδ(δ为德尔塔),其中Ho,H-砂柱初始高度及紧实后高度;δo、δ为型砂紧实前及紧实后的紧实度。若砂箱的高度为H,辅助框的高度为h,则Ho=H+h,由上式可得:h=H(δ/δo-1)。

2、二、震击法震击紧实就是工作台将砂箱连同型砂举升到一定高度,然后让其下落,与机体发生撞击。撞击时,型砂的下落速度变成很大的冲击力,作用在下面的砂层上,使型砂层层得到紧实。震击若干次后,砂型可以达到很大的紧实度。震击过程中,砂箱下层的型砂受到上面各层型砂的作用,受的力大,紧实度大,上层砂层受的力小,所以紧实度小。至于最上层砂,没有受力,仍呈疏松状态。由于震击主要借型砂的冲力紧实,所以模样对紧实度分布的影响不大。而且越是靠近模版的砂型深凹部,受的冲力越高,因而紧实度也越高。这是震击紧实的一个优点。

3、三、射砂以及气流紧实射砂方法:射砂法紧实利用压缩空气将型砂以很高的速度射入芯盒(或砂箱)而得到紧实,可以用来制芯或造型。射砂机构的原理是先将想杀或芯砂装在射砂筒中,射砂时,打开快速进气阀,压缩空气从贮气筒快速由1进入射砂筒。射砂筒中气压急剧升高,压缩空气穿过砂层空隙,推动砂粒,将砂粒夹在气流之中,通过射孔4射入芯盒或砂箱中,将芯盒填满。同时在气压的作用下,将砂紧实。

