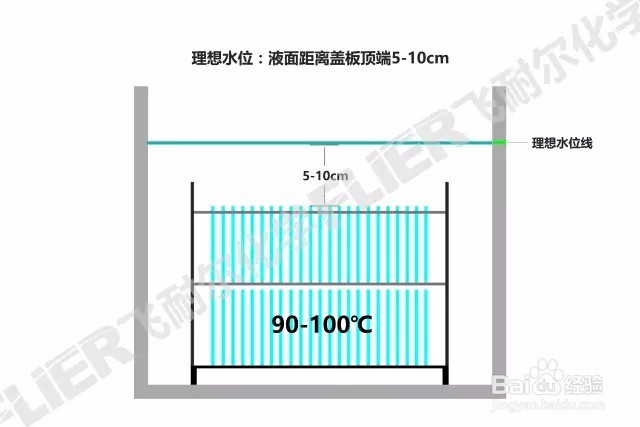
1、开槽加料:脱墨剂液面离脱墨槽顶端5-10cm。不同的脱墨剂槽有不同的容积。添加脱墨剂后,脱墨剂的液面离脱墨槽顶端5-10cm为佳,要留出足够的余量,防止脱墨剂加热后体积膨胀溢出脱墨槽。

2、理想水位脱墨剂要保持良好的脱墨效果需要2个条件:稳定的温度以及顺畅的内循环。脱酶炉弧嗓墨槽中,液面处的脱墨剂温度一般比下层低,而且溶剂在脱墨剂下层的循环比表层好,可以即使带走玻璃表层脱下的油墨,提高脱墨效率。飞耐尔工程师多次在现场实测,当脱墨剂刚覆盖住玻璃架时,脱墨效果不好,边缘容易有油墨残留。此外,主流的脱墨剂加热使用一段时间后是会分层的,上面浅浅的一层大约有5-10cm,上层的脱墨效果较差,这也要求脱墨剂液面高出玻璃架5-10cm。
3、脱墨仝攮醚廴剂补充在脱墨剂使用过程中,因为脱墨剂加热挥发,以及附着在玻璃上被带走的损耗,因此脱墨剂液面是逐渐下降的。一般,脱墨剂液面挥发较开槽时下降5-10cm时,即要补充新虚姻褚糸鲜的脱墨剂。如此反复。具体生产过程中,以200L的脱墨槽为例,脱墨剂开槽180L,每天补充添加约15-25L,一周左右换掉。(脱墨剂密度比较大,一般在1.2-1.3,由体积换算成质量要按相应密度换算。以上数据仅供参考)

4、更换频率脱墨剂使用一段时间后,经过持续的挥发,碱度会不断升高。此外,脱墨过程中油墨的残余成分不断沉积在脱墨槽底部,如淤泥一般。时间长了之后,会导致两个后果:①玻璃脱墨后出现深划伤,无法返修导致报废;②玻璃油墨脱除不干净。因此考虑现场的负荷强度,很多大型客户都是5~10天清洗脱墨槽,更换脱墨剂。

