1、第一步:现场平衡校正的施工技术是为了解决工艺平衡技术中存在的问题而提出的。动平衡校正前,首先计算好试重信息,三个质量块质量分别默认为单位 1,如下图指示 在仪器“计算器”功能里分两步计算:
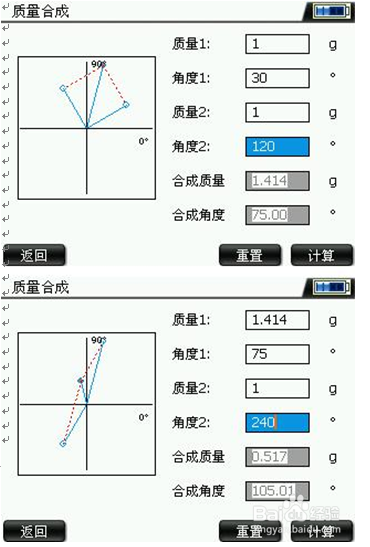
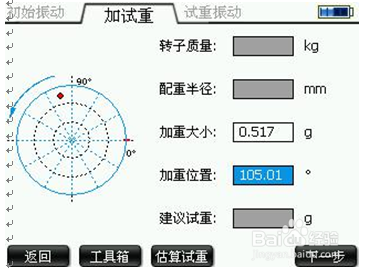
2、第二步:平衡时的转速和工作转速不一致,造成平衡精度下降。例如:有不少转子属于二阶临界转速的扰性转子,由于平衡机本身转速有限,这些转子若采用工艺平衡,则无法有效的防止转子在高速下发生变 形而造成的不平衡。动平衡仪分别添加三个质量块在 0°、120°、240°,旋转设备,测量初始振动。 停机将 0°质量块移至 30°,120°、240°两个质量块角度保持不变,将上图计算结 果:质量 0.517g,角度 105.01°输入仪器试重信息栏里面即可。如下图所示:
3、第三步:在动平衡机上平衡好的转子,装机后其平衡精度难以保证。因为动平衡时的支承条件不同于转子在实际工作条件下的支撑条件,启动设备,按照动平衡正常步骤测量试重后的振动信息,例如仪器计算校正结果如下:
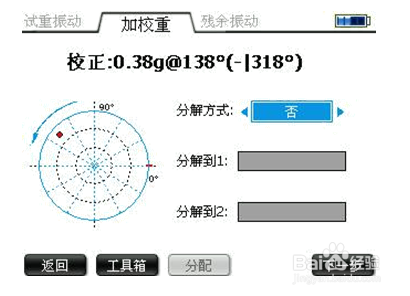
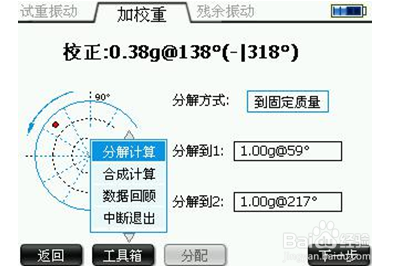
4、第四步:对 0.38g 和 138°进行角度分解,仪器分解方式选择:到固定质量,分解到 1、2:两栏 分别输入单位 1,点击仪器按钮“分配”进行计算。如下图所示:

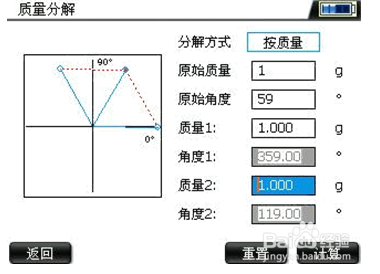
5、第五步:现场动平衡仪计算结果为质量块一放置角度 59°,质量块二放置角度 217°,但实际设备是有三 个质量块存在,所以还需要继续分解一次,如下图所示首先选择“工具箱”功能,其次选择 “分解计算”,对质量块一进行再次分解计算。按照最终计算结果,三质量块分别放置角度 为:359°、119°、217°。转子同平衡装置之间的配合也不同于转子与其自身转轴之间的配合条 件,即使出厂前已在动平衡机上达到高精度平衡的转子,经过运输、再装配等过程,平衡精度在使用前难免有所下降,当处于工作转速下运转时,仍可能产生不允许的振动。
6、第六步:转子要拆下来才能进行动平衡,停机时间长、平衡速度慢、经济损失大。按照计算结果添加质量块完成后,启动设备测量残余振动量,如需要继续校正,可按照 上一步到固定质量分解计算运用即可。