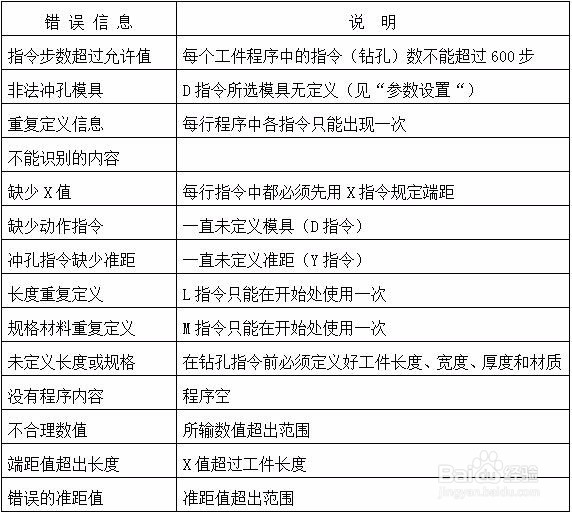
1、系统对工件程序进行检查,如果发现错误,则显示相应错误信息。工件程序错误信息见下表。
2、当工件程序检查无误后,按<程序检查>键系统会弹出一个窗口,列出工件程序的目标程序。在目标程序列表中,系统会按各冲孔或打字的端距从大到小排序显示。用上下箭头键可以滚动窗口浏览目标程序。对有经验的操作员,目标程序列表也可以作为一种检查工件程序正确性的方法。
3、如果有打字设备,打字编程为MK+打字位置,如在距前端头200mm出打字为MK200.工件程序的行号是系统自动加上的,无须用户输入。它们只用来显示,并不表示执行顺序,实际工作时的执行顺序总是按孔经由小到大且同一种孔端距值从大到小进行。画线总是排在最后。
