1、由于钳工技能原因在调试过程中对翼子板模具翻边间隙未调整到位,调试过程中根据板件料厚调整合理翻边间隙。

2、工艺设计不合理,翻边深度大,存在过拉延问题,通过工艺变更在拉延模做余肉造成型进行调试验证。

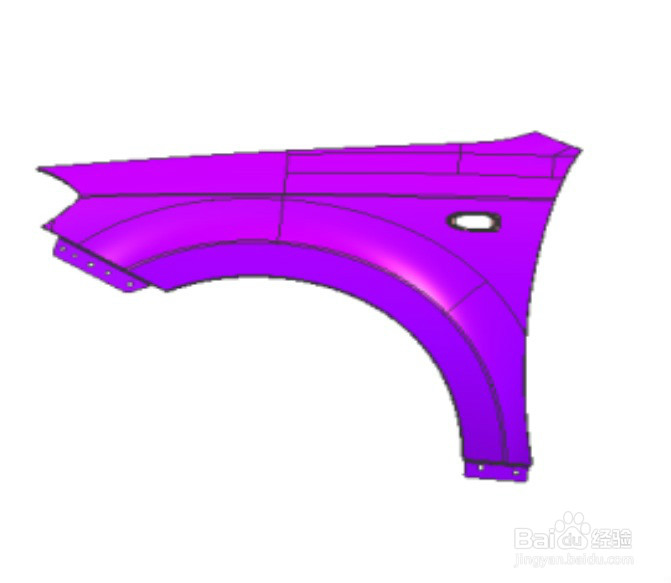
3、翼子板翻边处型面弧度比较大,由于设计缺陷,没有做产品工艺补鼍静羲厥偿,在CAE分析过程中应考虑产品工艺缺陷问题。
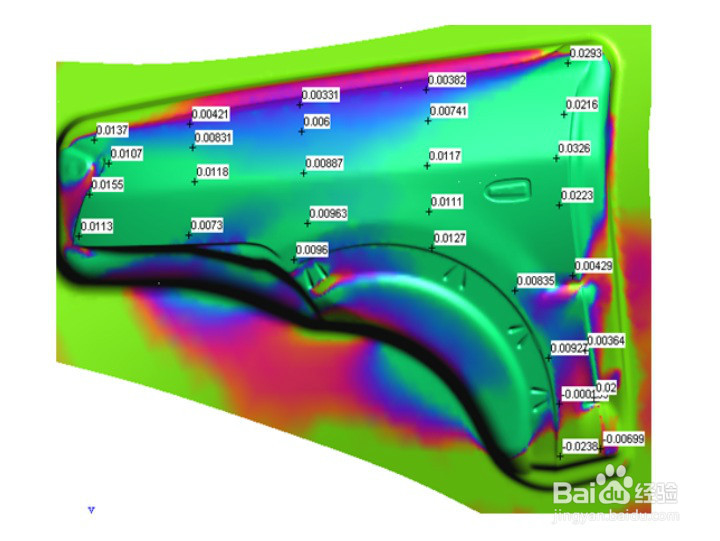
4、翻边R角过大,翻边阻力减小造成翻边变形,通过减小翻边R角控制阻力减少变形。
5、模具研合不到位,加工工艺没有做强压,通过强压可以改变翻边变形。

时间:2024-10-15 12:59:21
1、由于钳工技能原因在调试过程中对翼子板模具翻边间隙未调整到位,调试过程中根据板件料厚调整合理翻边间隙。
2、工艺设计不合理,翻边深度大,存在过拉延问题,通过工艺变更在拉延模做余肉造成型进行调试验证。
3、翼子板翻边处型面弧度比较大,由于设计缺陷,没有做产品工艺补鼍静羲厥偿,在CAE分析过程中应考虑产品工艺缺陷问题。
4、翻边R角过大,翻边阻力减小造成翻边变形,通过减小翻边R角控制阻力减少变形。
5、模具研合不到位,加工工艺没有做强压,通过强压可以改变翻边变形。
