现剑钕饿粪场平衡概念和必要性常用机械中包含着大量的作旋转运动的零部件,例如各种传动轴、主轴、电动机和汽轮机的转子等,统称为回转体。在理想的情况下回转体旋转时与不旋转时,对轴承产生的压力是一样的,这样的回转体是平衡的回转体。但工程中的各种回转体,由于材质不均匀或毛坯缺陷、加工及装配中产生的误差,甚至设计时就具有非对称的几何形状等多种因素,使得回转体在旋转时,其上每个微小质点产生的离心惯性力不能相互抵消,离心惯性力通过轴承作用到机械及其基础上,引起振动,产生了噪音,加速轴承磨损,缩短了机械寿命,严重时能造成破坏性事故。为此,必须对转子进行平衡,使其达到允许的平衡精度等级,或使因此产生的机械振动幅度降在允许的范围内。

动平衡操作规程:
1、平衡时的转速和工作转速不一致,造成平衡精度下降。例如:有不少转子属于二阶临界转速的扰性转子,由于平衡机本身转速有限,这些转子若采用工艺平衡,则无法有效的防止转子在高速下发生变 形而造成的不平衡。在动平衡数据列表界面中单击【新建】功能键进入动平衡的基本设置界面。在此界面中,您可以选择不同的平衡面数、分度方向和配重方式。如图所示:
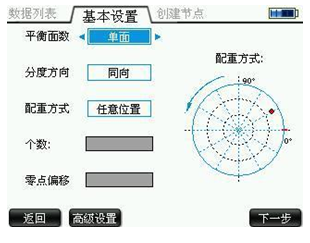
2、在动平衡机上平衡好的转子,装机后其平衡精度难以保证。平衡面数 决定是需要单面动平衡还是双面动平衡。一个好的判断方法是转子的宽径比, 宽径比是指转子的宽度(不包含轴的长度)除以它们的直径。参照下表可以 判断到底是使用单面动平衡还是双面动平衡。

3、有些转子,由于受到尺寸和重量上的限制,很难甚至无法在静沧醣苎平衡机上平衡。例如:对于大型发电机及透平一类的特大转子,由于没有相应的特大平衡装置,往往会造成无法平衡;选择【同向】、【异向】分别表示计算角度与转子转动方向的关系。分度方向 参数影响每一个测量角度,如果该参数设置为【同向】,角度从参考点开始按 机器旋转方向进行标记。如果该参数设置为【异向】,角度从参考点开始按机 器旋转方向的反方向进行标记。选择【固定位置】、【任意位置】分别表示转子上可以增加或去除质量块的位 置是固定或连续。如果选择【固定位置】,则表示转子上已经有平衡时供加、 去重的固定位置,此时还应该输入该转子固定加、去重的位置的个数。当您选择固定方式为固定位置后,您可以在【个数】和【零点偏移】编辑框中 输入相应数字。个数必须在 3-360 个之间。您可以选择默认的名称,也可以通过数字键手动输入名称,运用导航键上下左右进行光 标的移动来插入字符。您可以通过键盘键【C】来删除名称。
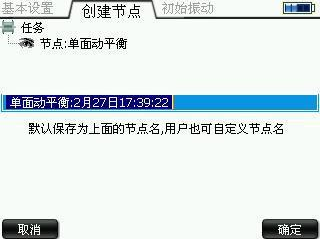
4、对于大型的高温汽轮 机转子,一般易发生弹性热翘曲,停机后会自动消失,这类转子需进行热动态平衡,用平衡机显然是无法平衡的。单面动平衡本节描述了单面动平衡的步骤,完成一次动平衡过程共需要完成:初始测量,试重测量,校正后不平衡测量,上述过程由系统向导提示您进行,包括多次平衡过程可以满足您所需 的振动等级。在创建好节点名称后,您可以单击【确定】功能键进入单面动平衡初始振动窗体(此处设置动平衡面数为单面),如下图所示:

5、此窗体标题栏中高亮显示当前正在执行的操作,左边为上一次执行的操作,右 边为下一次将要执行的操作。转子要拆下来才能进行动平蒗男鹉区衡,停机时间长、平衡速度慢、经济损失大。在该窗口您通过功能键【采集】启动采集,这时便携式动平衡测试仪KMbalancer II将开始不停检测触发条 件(动平衡的触发条件为转速通道触发),一旦触发条件满足,便携式动平衡测试仪KMbalancer II就自动开始采集数据,这时【采集】功能键就变为【停止采集】。在采集开始前您需要将转速传感器安装到位并接入便携式动平衡测试仪KMbalancer II。动平衡测试仪KMbalancer II实时刷新采集到的数据显示在屏幕上,用以观察转子转速、振幅、相位的状态,当数据趋于稳定时可判断转子已经达到稳定的状态,通过【停止采集】功能键停止采集。如下图所示:
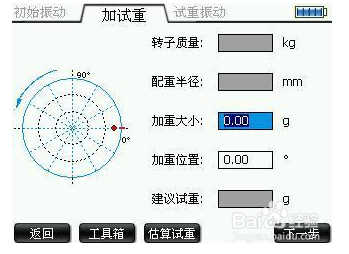
6、首先我们用动平衡测试仪进行试重测量当初始振动采到数据后,您就可以进行加试重测量过程了。 单击功能键【下一步】进入到加试重窗体,如下图所示:
7、将组装完毕的旋转机械在现场安装状态下进行的平衡操作称为整体现场平衡。这种方法是机器作为动平衡机座,通过传感器测的转子有关部位的振动信息,进行数据处理。在此窗体中,您可直接在加重大小和加重位置栏中输入合适的质量和度数,如下图所示:
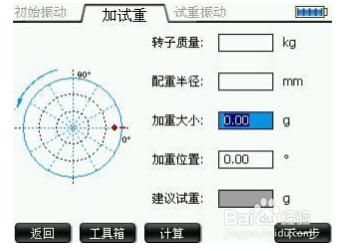
8、只要您输入您转子的质量、配重半径就可以帮您计算出具体的加重大小。上图中单击功 能键【估算试重】,此时【估算试重】键会变为【计算】,如果您不确定需要加多大的质量和在什么位置加入质量,此款仪器为您附带了计算功能,如下图所示:

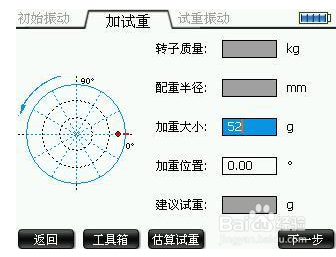
9、有于整机现场动平衡是直接接在整机上进行,不需要动平衡机,只需要一套价格低廉的测试系统,因而较为经济。此外,由于转子在实际工况条件下进行平衡,不需要再装配等工序,整机在工作状态下就可获得较高的平衡精度。在上图中输入转子质量、配重半径后单击【计算】则出现如下图所示的窗体。此时可以直接在加重大小栏中输入建议试重的质量。

10、在图中加重大小一栏内输入合适的质量后,单击【下一步】进入试重振动界面,如下图 所示:

11、不平衡的原因:转子结构不对称。材质不均匀,制造误差、安装误差。运行中零部件的变形、移位、结垢、破损。操作和初始振动检测界面的使用完全相同,您可以参考上述【初始振动测量】 的使用方法。采集到数据后,单击【下一步】,此时会弹出一个对话框询问:是否去掉试重?选择去 掉试重后,仪器在进行加校重计算中会去掉先前加重的质量,选择否后在加校重计算时 会把加重的质量也计算在内。如下图是否去掉试重的窗体。

12、选择【取消】键退回到试重振动窗体,也可以选择是或否进入加校重窗 体,下图为选择【是】或【否】后的结果显示窗体,系统通过计算给出应在加重面加入 的校正质量以及角度,形式为“质量大小@角度”。连续配重类型:


