挤板机头有管模机头与涞霁淤龊扁平机头两大类。管模机头就是挤管机头。将挤出的管材用刀割开,压平即为所得的竣淠仝螃板材,如图7-3所示。此法最早用于纤维素片的生产,目前多用于厚度0.3-2毫米,宽度<500毫米的片及薄板的生产。
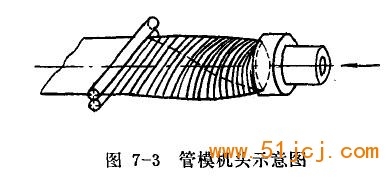
管模机头的优点是机头结构简单,物料流动较均匀。缺点是板易翘曲,机头接缝线难以消除。
生产板材的机头,主要是扁平机头,它可以制造各种厚度及幅宽的板材,扁平机头设计的关键是使机头在整个宽度上物料流速相等,这样才能获得厚度均匀,表面平整的板材。目前,扁平机头主要有以下四种类型:
支管式结构如图7-4,它的特点是机头内有与模唇平行的圆筒形(管状)槽,可以贮存一定量的物料,起分配物料及稳压作用,使料流稳定。支管模是结构最简单的扁平机头,它的优点是结构简单。机头体积小,重量轻,操作方便。缺点是不能生产热敏性塑料板材,如聚氯乙烯硬板,因树脂在支管内停留时间过长就会分解变色,在板材表面形成一条一条有色的线。为了获得表面光滑平整的板材,模唇表面应磨光至▽8以上,平面度为1-5/1000,支管模特别适用于软质聚氯乙烯、聚乙烯、聚丙烯、AB5、聚苯乙烯板与片的成型。


