1、首先是复合各种勤崞擒啶材料,建议用T10钢和轨道钢(或者轴承钢),层叠的时候T10要包装能包住轨道钢。推荐这两种材料,因为容易锻合,色差明显,T10发黑,轴承钢发白。

2、首先拉长、裁切,再次层叠,大家可以自己算一下层数,焊死。




3、再次拉长、裁切、层叠、锻合。




4、这时的层数已经差不多了,可以看到打磨后的纹路。

5、下面是出纹的关键步骤了。照片表达不是很明白,特地画几幅来说明。



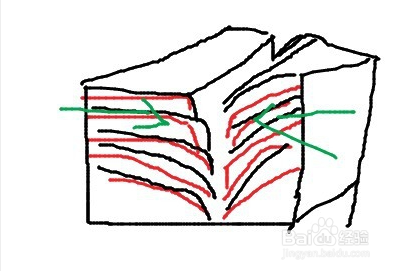
6、这图好比最后层叠后的材料。

7、在材料的顶部按照绿线的位置和方向用钝器,可以是锋利度比较差的斧子,把材料切开。就会形成下图的效果。

8、然后按照绿色箭头的方向,再次把两边锻合。锻合成块后,按照绿色箭头的方向拉伸材料。坯子就成了。

9、蓝色直线是开缝的位置,蓝色箭头是拉伸方向。

10、材料切口。

11、钢条成型。

12、酸洗后出花纹。


13、花纹钢打造到完成!
