1、连接电脑可实现整厂规划,使设备状态一目了然。软件与现场动平衡仪KMbalancer II仪器完美配套形成工厂的设备状态巡检和监测系统。作为预测维修系统软件平台, 软件具备设备状态数据采集和管理、机器状 态报警、趋势、和故障诊断功能。 软件为使用者提供一个方便灵活的工作平台,使其能够管理机器状态数据,进行日程数据采集,评价机器状态,分析机器故障并提出预测维修报告。
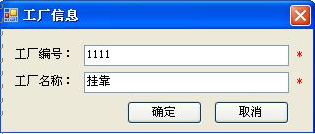
2、使转子在正常安装与运转条件下进行平衡通常称为“现场平衡”。现场平衡不但可以减少拆装转子的劳动量,不再需要动平衡机;时由于试验的状态与实际工作状态二致,有利于提高测算不平衡量的精度,降低系统振动。操作首先单通道时域波形固定格式采集。此方法分为两个部分:第一步将仪器设备采集固定格式软件设置路径固定格式两者的上下限频率,信号类型和波形长度需要都一样方可挂靠,导入数据。第一部分,首先在软件中建好三种挂靠路径:1 新建工厂,新建任意编号,工厂名称为挂靠
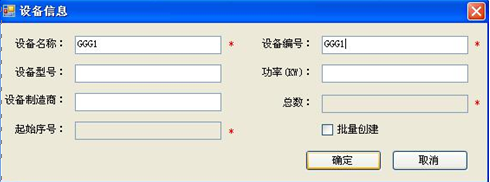
3、第二步在新建设备输入以下数据:
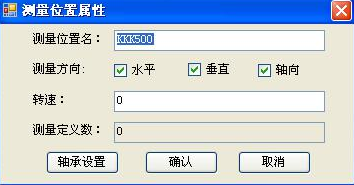
4、第三步是新建测量位置,测量位置名如下:
5、第四步是编辑测量路径,编辑为不同的信号类型:
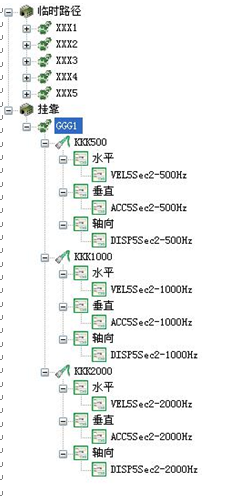
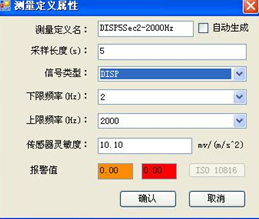
6、接下来采用下面图中固定格式,时域波形数据属性固定格式分别如下:速度为 2-500Hz 时域波形

7、设置测量定义名,采样长度和信号类型,加速度 2-500Hz 时域波形
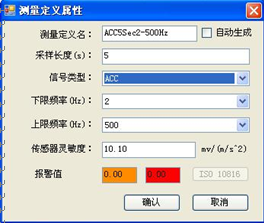
8、上限频率和下线频率如下位移 2-500Hz 时域波形

9、时域波形数据属性固定格式分别如下: 速度 2-1000Hz 时域波形

10、造成转子不平衡的因素很多,例如:转子材质的不均匀性,联轴器的不平衡、键槽不对称,转子加工误差,转子在运动过程中产生的腐蚀、磨损及热变形等。这些因素造成的不平衡量一般都是随机的,无法进行计算,需要通过重力试验(静平衡)和旋转试验(动平衡)来测定和校正,使它降低到允许的范围内。加速度 2-1000Hz 时域波形

11、应用最广的平衡方法是工艺平衡法和整机现场动平衡法。作为整机现场动平衡技术的一个重要分支,在线动平衡技术也正处于蓬勃发展之中,很有前途。由于工艺平衡法是起步最早的一种经典动平衡方法。 位移 2-1000Hz 时域波形

12、在动平衡机上平衡好的转子,装机后其平衡精度难以保证。因为动平衡时的支承条件不同于转子在实际工作条件下的支承条件,且转子同平衡装置之间的配合也不同于转子与其自身转轴之间的配合条件,即使出厂前已在动平衡机上达到高精度平衡的转子,经过运输、再装配等过程,平衡精度在使用前难免有所下降,当处于工作转速下运转时,仍可能产生不允许的振动。时域波形数据属性固定格式分别如下: 速度 2-2000Hz 时域波形
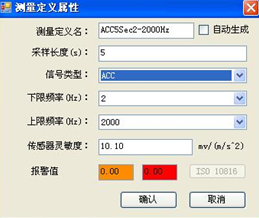
13、平衡方法:试重法和影响系数法;加速度 2-2000Hz 时域波形