1、手动模式→试切工件端面→Z 方向不动,沿X方向退出→按=→进入参数输入界面如下图
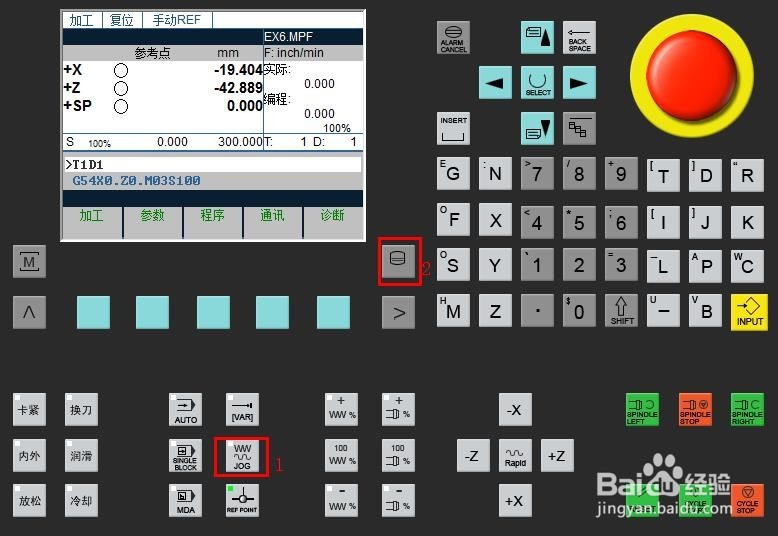
2、按参数→刀具补偿→出现下图1,按 > →对刀 轴+→如图2


3、输入0→计算→确认→T1刀Z轴对刀完毕。

4、试切外圆→X方向不动,沿Z方向退出→测量工件直径(假设测量得直径φ96.17)按=→进入参数输入界面如图1,按参数→刀具补偿→出现图2,按>→对刀出现图4,输入96.17→计算→确认→T1刀(外圆刀)X方向对刀完毕。
时间:2024-10-15 02:56:12
1、手动模式→试切工件端面→Z 方向不动,沿X方向退出→按=→进入参数输入界面如下图
2、按参数→刀具补偿→出现下图1,按 > →对刀 轴+→如图2
3、输入0→计算→确认→T1刀Z轴对刀完毕。
4、试切外圆→X方向不动,沿Z方向退出→测量工件直径(假设测量得直径φ96.17)按=→进入参数输入界面如图1,按参数→刀具补偿→出现图2,按>→对刀出现图4,输入96.17→计算→确认→T1刀(外圆刀)X方向对刀完毕。
