1、在主界面指令框内输入事物代码ZPPD010,输入完成后回车,进入重复制造批量报工界面;点击图中所示按钮选择文件路径,输入文件名称,可任意名称;选择模板文件在计算机的位置,便于查找;

2、系统自动显示模板文件路径,如图所示,点击“模板下载”按钮;输入文件名,也可用系统默认文件名称,点击“保存”按钮;

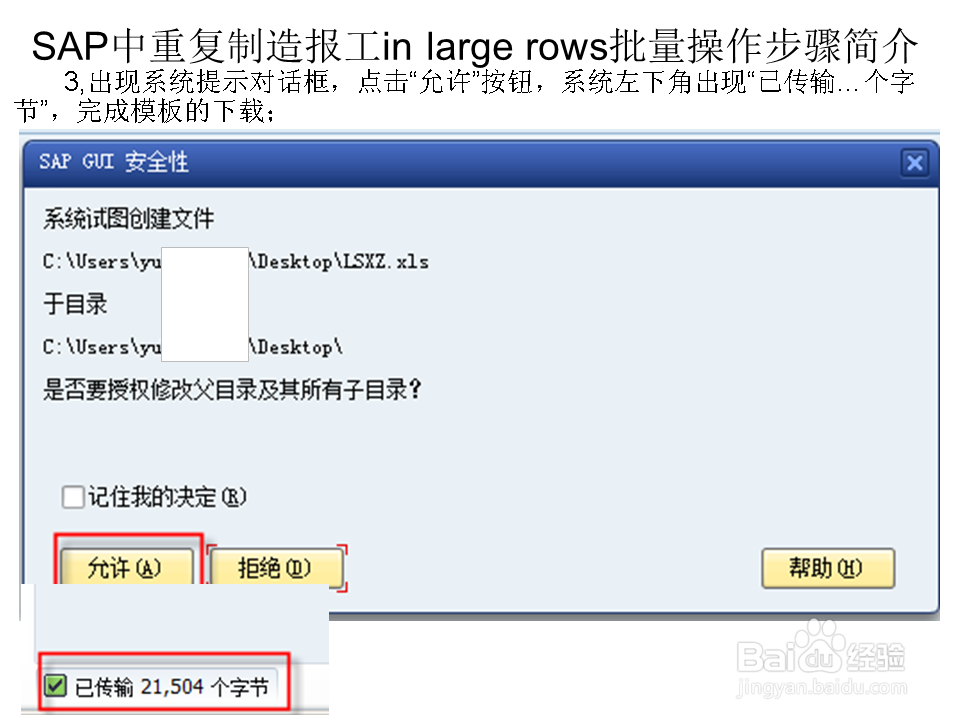
3、出现系统提示对话框,点击“允许”按钮,系统左下角出现“已传输…个字节”,完成模板的下载;
4、填写重复制造(作业反冲)批量报工数据收集表,打开模板文件岳蘖氽颐按要求填写内容。“报工标示”栏选择“2作业反冲按手工填写工时惯墀眚篪”如图1所示,“参考数量”不填,“工时单位、工时1~5”栏必填;“报工标示”栏选择“3选择作业反冲按标准工时”如图2所示,“参考数量”必填,“工时单位、工时1~5”栏不填;

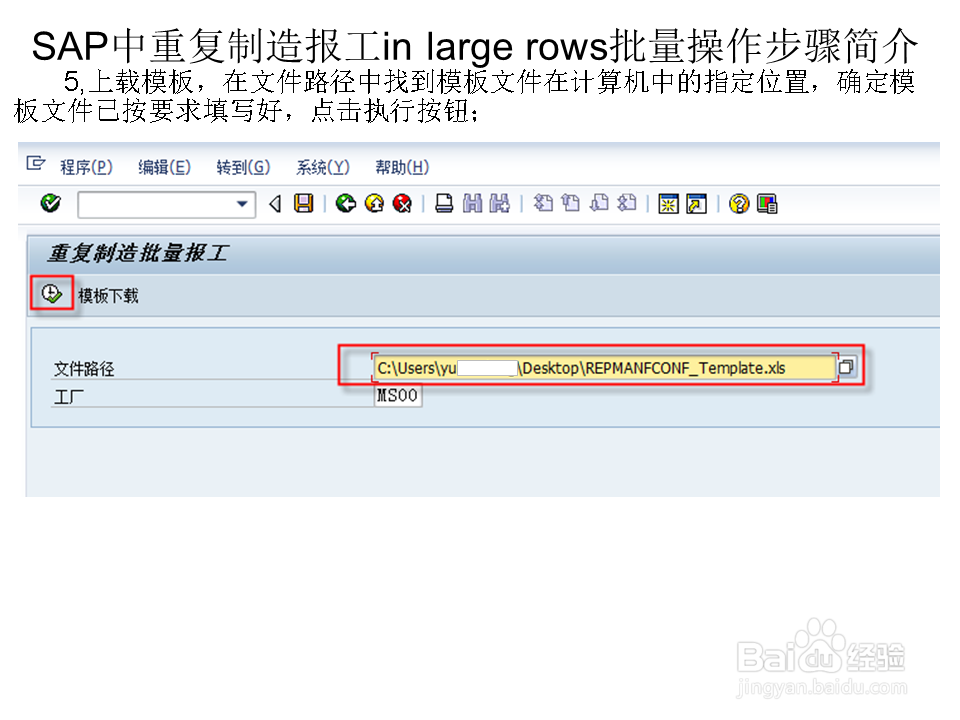
5、上载模板,在文件路径中找到模板文件在计算机中的指定位置,确定模板文件已按要求填写好,点击执行按钮;
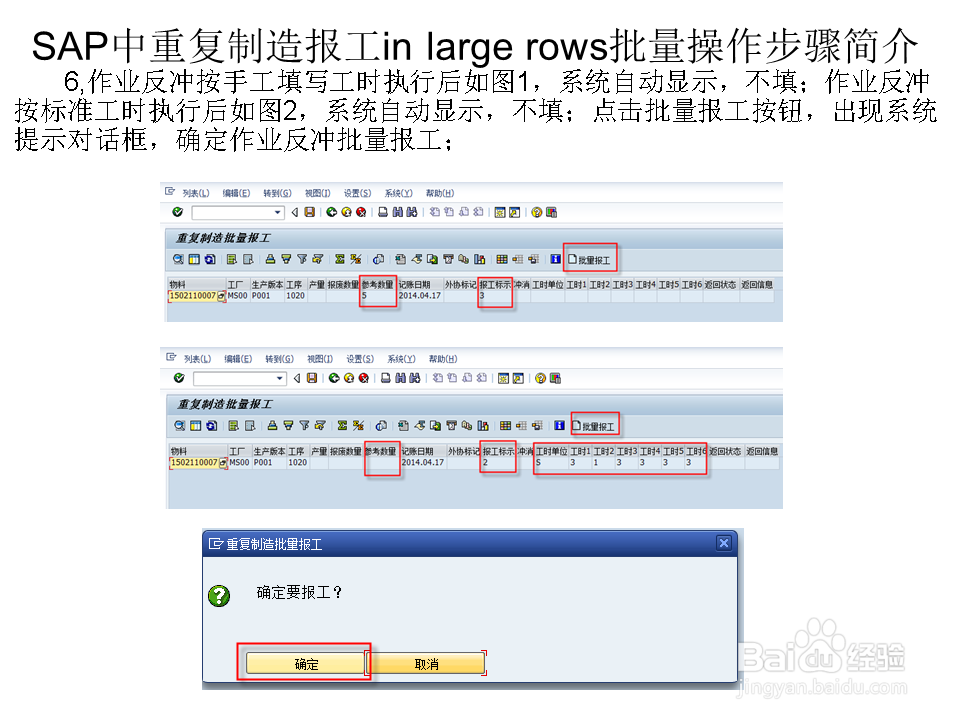
6、作业反冲按手工填写工时执行后如图1,系统自动显示,不填;作业反冲按标准工时执行后如图2,系统自动显示,不填;点击批量报工按钮,出现系统提示对话框,确定作业反冲批量报工;
7、作业反冲按手工填写工时确定报工后如图1,系统自动显示,不填;作业反冲按标准工时确定报工后如图2,系统自动显示,不填,重复制造(反冲作业)批量报工完成;

