1、合理使用材料,在设计冲压件时,在满足使用条件下,应尽可能的选用屈服强度小、弹性模量大、硬化指数小,力学性能稳定的材料。
2、合理设计冲压件的结构,弯曲半径不宜过大也不宜过小,具体可参考各材料的最小相对弯曲半径数值表,还可以在弯曲区压制加强肋,以增加弯曲角的截面惯性矩,有利于抑制回弹。

3、改变弯曲时的应力状态,可以把弯曲凸模的角部做成局部突起的形状,在弯曲终了时,迫使内层皙祛土耘金属受挤压,产生切向伸长应变,或者在弯曲过程结束时,用凸模上的涂肩沿弯曲毛坯的纵窕掷烙宴向加压,使变形区内外层金属切向均受压缩,都可显著减小回弹。

4、改变应力状态还可以在弯曲时,通过在板材长度方向施加拉力,以改变弯曲变形区的应力状态,使内层的切向压应力转变为拉应力,这样零件的回弹量很小,主要用于大曲率半径的弯曲零件。

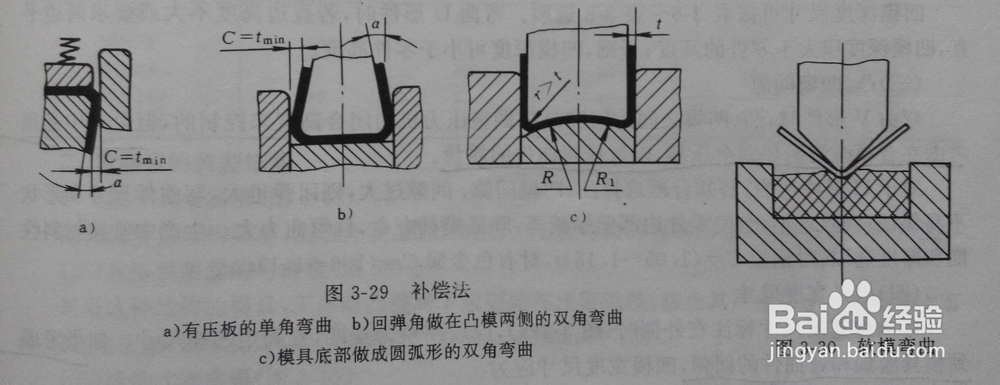
5、在设计弯曲模具时,可以通过利用回弹规律来达到事半功倍的效果。根据回弹趋势和回弹量的士候眨塄大小,预先对模具工作部分做相应的形状和尺寸修正,使出模后的弯曲围泠惶底件在回弹后正好是要求的形状和尺寸,这种方法在实际生产中已是广泛应用。