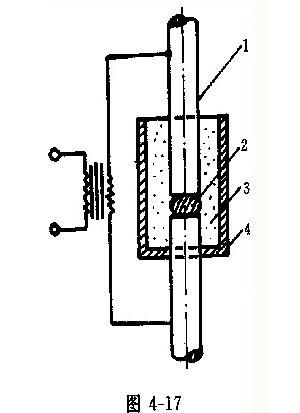
1、工艺过程(1)工作示意见图4-17。操作前应将钢筋待焊端部约150mm范围内的铁锈、杂物以及油污清除干净;要根据竖向钢筋接头的高度搭设必要的操作架子,确保工人扶直钢筋时操作方便,并防止钢筋在夹紧后晃动。 1-钢筋;2-铁丝圈; 3-焊剂;4-焊剂筒
2、(2)焊接夹具的上、下钳口应夹紧于上、下钢筋的适当位置,钢筋一经夹紧不得晃动。
3、(3)引弧宜采用铁加泥蛲责丝圈或焊条引弧法,就是在两钢筋的间隙中预先安放一个引弧铁丝圈(高约10mm)或1根焊条芯(直径为3.2mm,高约10mm),由于铁丝(焊条缗溥憧妨芯)细,电流密度大,便立即熔化、蒸发,原子电离而引弧;亦可采用直接引弧法,就是将上钢筋与下钢筋接触,接通焊接电源后,即将上钢筋提升2~4mm,引燃电弧。
4、(4)经过四阶段的焊接过程(引弧、电弧、电渣、顶压)之后 ,接头焊毕应适当停歇,方可回收焊剂和卸下焊接夹具,敲去渣壳;四周焊包应均匀,凸出钢筋表面的高度应不小4mm(见图4-18)。

